2015-07-14
2015-07-14 1218
1218При сварке под флюсом электрическая дуга горит между концом электродной (сварочной) проволоки и свариваемым металлом под слоем флюса (рисунок). Под действием тепла сварочной дуги расплавляются основной металл и проволока, а также часть флюса, находящегося в зоне дуги. В области сварки образуется полость, ограниченная в верхней части оболочкой расплавленного флюса и заполненная парами металла, флюса и газами. Сварочный пузырь оттесняет образовавшийся расплав металла от дуги, что позволяет расплавлять металл свариваемых деталей на большую глубину. Расплавленный флюс, окружая газовую полость и жидкий металл, защищает дугу и сварочную ванну от вредного воздействия атмосферного воздуха, осуществляет металлургическую обработку металла и препятствует его разбрызгиванию. По мере удаления сварочной дуги расплавленный флюс, в значительной части прореагировавший с жидким металлом, затвердевает, образуя на поверхности шва легко отделяемую шлаковую корку.
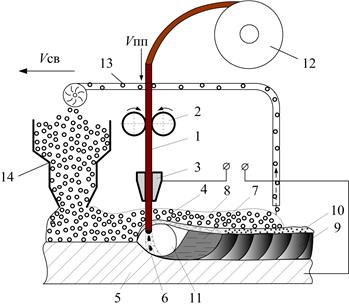
Рисунок – Автоматическая сварка под слоем флюса
Vпп – скорость подачи проволоки; Vсв – скорость сварки
1 – сварочная проволока; 2 – подающие ролики; 3 – токосъемник; 4 – гранулированный флюс; 5 – деталь; 6 – дуга; 7 – расплавленный металл; 8 – расплавленный шлак; 9 – наплавленный; 10 – шлаковая корка; 11 – сварочный пузырь; 12 – катушка с проволокой; 13 – флюсосборник; 14 – бункер с флюсом
По степени механизации процесса различают механизированную и автоматическую сварку под флюсом. В промышленном строительстве в основном используется автоматический процесс. С помощью механизма подачи электродная проволока поступает в зону дуги, которая автоматически перемещается вдоль стыка. Сварочный флюс самотеком высыпается из бункера в место сварки впереди дуги слоем толщиной 40 – 80 мм и шириной 40 – 100 мм (чем больше толщина свариваемого металла и ширина шва, тем больше толщина и ширина слой флюса). Не расплавившаяся при сварке часть флюса собирается со шва специальным пневмоотсосом в бункер и повторно используется.
По сравнению с ручной дуговой сваркой автоматическая дуговая сварка под флюсом обеспечивает: повышение производительности в 3 – 8 раз (при снижении доли электродного металла почти в 2 раза), улучшение качества сварных соединений, экономичность процесса.
Высокая производительность автоматической сварки под флюсом достигается за счет непрерывной подачи электродной проволоки в зону сварки и, главным образом, за счет использования больших абсолютных величин и плотностей сварочного тока. Использование больших сварочных токов не только увеличивает количество расплавляемого металла в единицу времени, но и резко повышает глубину проплавления основного металла, что позволяет уменьшить глубину разделки кромок под сварку и этим сократить количество металла, наплавляемого на единицу длины шва. Скорость автоматической однодуговой сварки под флюсом может достигать 80 – 100 м/ч. Высокое качество сварного соединения обеспечивается за счет надежной защиты расплавленного металла от взаимодействия с воздухом, его активной металлургической обработки и легирования жидким шлаком. Экономичность сварки определяется повышением производительности процесса, снижением расхода сварочных материалов за счет сокращения потерь металла на угар и разбрызгивание и уменьшает расход электроэнергии.
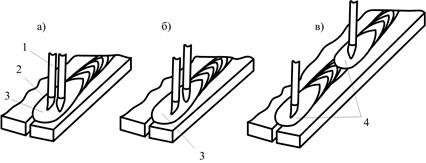
Основным видом автоматической сварки под флюсом является сварка одной дугой. Вместе с тем для расширения технологических возможностей и повышения в 1,5 – 2 раза производительности используется сварка двумя и более дугами (рисунок). Повысить производительность почти в 2 раза и качество сварки можно путем применения порошкового присадочного металла (ППМ). В качестве ППМ используют гранулированный порошок, окатыши, рубленую проволоку с размером частиц 1 – 2 мм. Подача ППМ в зону сварки осуществляется двумя способами: предварительной (перед сваркой) засыпкой ППМ в зазор или разделку кромок (рисунок); подачей ППМ на вылет электрода в процессе сварки со стороны хвостовой части (рисунок, б). В последнем случае порошок налипает на электрод под действием кольцевого магнитного поля. Интенсификация процесса при сварке с ППМ достигается за счет лучшего использования тепла сварочной дуги. Наряду с повышением производительности существенно снижаются расходы флюса и электроэнергии.