 2015-07-14
2015-07-14 3350
3350Если рама выполняется из изготовленных ранее балочных элементов, то сборка рамы заключается в придании этим элементам проектного взаимного расположения, а сварка — в выполнении сопряжений между ними.
Рамы тяжелых машин обычно изготовляют в условиях единичного или мелкосерийного производства. Так, например, ранее на рис. 12.5 была показана рама вертикальной клети прокатного стана, составленная из четырех литых заготовок. Места стыков выбраны из условий симметрии сварочных деформаций и относительной простоты формы каждого элемента. Сложное очертание двутаврового сечения в месте стыка заменено сплошным (разрезы А — А, Б — Б)в целях удобства выполнения его электрошлаковой сваркой пластинчатыми электродами. Несмотря на заметное увеличение массы наплавленного металла, такое конструктивное оформление стыка оказывается более технологичным, чем выполнение номинального сечения многослойной сваркой. После электрошлаковой сварки рама проходит термообработку для улучшения механических свойств сварных соединений и снятия остаточных напряжений. Необходимая точность размеров готовой рамы достигается последующей механической обработкой.
При серийном производстве рамных конструкций в зависимости от числа изделий одного типоразмера сборочная и сварочная оснастка может быть либо переналаживаемой, либо специализированной. Серийное производство мостовых кранов предусматривает широкую номенклатуру типоразмеров при небольшом числе изделий каждого из них.
Серийное производство рам с большим объемом выпуска изделий определенного типоразмера имеет место при изготовлении транспортных конструкций (локомотивы, вагоны, автомобили). Наиболее целесообразной формой организации производства в этом случае является механизированная поточная линия, оснащенная специализированной оснасткой.
После сварки каркаса рама обычно проходит еще ряд сборочных и сварочных операций, выполняемых на различных рабочих местах поточной линии. Для транспортирования подобных крупногабаритных изделий используют тележечный конвейер.
При последовательном прохождении рабочих мест на каркас рамы устанавливают и приваривают верхние и нижние настильные листы, шкворни, обносные швеллеры и другие детали. Поворот рамы на рабочих местах осуществляется подъемно-поворотными кантующими устройствами, сварка выполняется автоматами под слоем флюса и полуавтоматами в среде СО2.
Рамы транспортных конструкций испытывают многократное воздействие динамических нагрузок. Конструктивное оформление и технология сборки и сварки должны обеспечивать в этих условиях минимальную концентрацию напряжений. Возможности совершенствования конструкции и технологии изготовления таких рам можно видеть на следующем примере. При изготовлении рамы тележки электровоза, ранее показанной на рисунке 11, балочные элементы коробчатого сечения подают на сборку в готовом виде. Плавный переход от боковин к концевым брусьям осуществляют с помощью угловых вставок, свариваемых с основными элементами стыковыми соединениями односторонней сваркой на остающейся подкладке. Однако такие соединения обладают сравнительно высокой концентрацией напряжений и могут оказаться причиной появления усталостных трещин. Изменение конструкции рамы и последовательности сборочно-сварочных операций (рисунок 92) позволяет избежать стыков с односторонней сваркой. В этом случае листы боковин и концевых брусьев образуют наружный и внутренние стеновые блоки (рисунок 92, б, в), сваренные двусторонними стыковыми швами. Аналогично из листов можно собрать и сварить двусторонними швами верхний и нижний поясные блоки (рисунок 92, а, г). Общая сварка всех блоков (рисунок 66, д) завершается выполнением угловых швов.
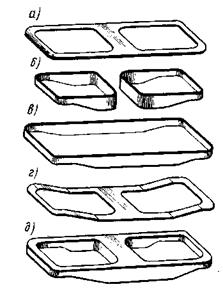
Рисунок 92 – Сборочно-сварочные операции при изготовлении рамы тележки

