 2015-07-14
2015-07-14 2000
2000а – двух электродная или двухдуговая сварка в общую ванну с поперечным расположением проволок; б – то же, с продольным расположением; в – двухдуговая сварка в раздельные ванны; 1 – электродная проволока; 2 – дуга; 3 – общая сварочная ванна; 4 – раздельные сварочные ванны
В строительстве преимущественно применяют сварочные автоматы тракторного типа, перемещающиеся непосредственно по свариваемым деталям. На заводах — изготовителях металлоконструкций используют также подвесные самоходные сварочные автоматы, которыми, как правило, комплектуют сварочные стенды и поточные линии. Такие автоматы подвешиваются и перемещаются по специальным направляющим рельсам, закрепленным на стенде. Автоматы могут быть в однодуговом, двухдуговом и двухэлектродном исполнении с питанием от источников переменного или постоянною тока.


а б
Рисунок – Вид сварочного трактора АДФ-630 (а) и подвесной установки 2ТС-17С (б)
Автоматы однодуговые тракторного типа выпускаются, в основном, серии АДФ (А – автомат, Д – для дуговой сварки, Ф – под флюсом, Г – с использованием газовой защиты). Эти автоматы предназначены для сварки стыковых и угловых швов стальных конструкций. Сварка может осуществляться переменным или постоянным током до 1250 А. Схемы управления автоматов выполнены на полупроводниковых элементах и смонтированы в пульте управления на тракторе Ш1и в источнике питания. В связи с этим промежуточные щкафы управления отсутствуют, что существенно облегчает эксплуатацию автомата, особенно в условиях монтажном площадки
Таблица – Сварочные автоматы Каховского завода электросварочного оборудования (Украина)
| КА 001 | автомат осуществляет сварку вертикальным электродом, соединений в нижнем положении и наклонным электродом – угловых швов, высокая повторяемость установленных режимов сварки |
| КА 002 | автомат осуществляет сварку как внутри колеи, так и вне базы. Подача электродной проволоки, и скорость сварки обеспечиваются независимыми приводами постоянного тока с обратной связью. |
| А1406 | автомат устанавливается на наплавочные станки и может обеспечивать следующие способы сварки и наплавки: в среде защитного газа (СО2); открытой дугой порошковой проволокой и порошковой лентой; под слоем флюса сплошной проволокой; открытой дугой расщепленным электродом. |
| А-535 | автомат для однопроходной электрошлаковой сварки с двухсторонним принудительным формированием шва металлов толщиной до 500 мм. Аппарат позволяет осуществлять сварку продольных и кольцевых швов, стыковых, угловых и тавровых соединений |
| АД-231 | автомат подвесной самоходный предназначен для широкого круга наплавочных и сварочных работ в продолжительном режиме различными электродами. Может использоваться при наплавке тел вращения, а также плоских деталей и изделий сложной формы. |
Современные установки для автоматической сварки оборудованы (рисунок) микропроцессорными блоками управления, плавной регулировкой скорости подачи электродной проволоки, сварочного тока, скорости сварки, лазерным указателем для визуального контроля положения сварочной проволоки относительно оси шва, цифровой индикацией величины сварочного тока и напряжения.
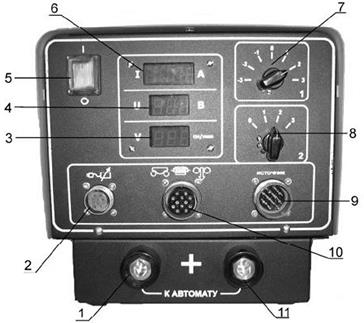
Рисунок – Общий вид блока управления сварочным автоматом АДФ-800
1, 11 – Разъемы для подключения силовых кабелей.
2 – Разъем для подключения кабеля управления к ПУ АДФ-800.
3 – Индикатор скорости сварки.
4 – Индикатор сварочного напряжения.
5 – Выключатель напряжения питания автомата.
6 – Индикатор сварочного тока.
7, 8 – Переключатель режимов сварки.
9 – Разъем для подключения кабеля управления к СИ.
10 – Разъем для подключения кабеля управления к автомату
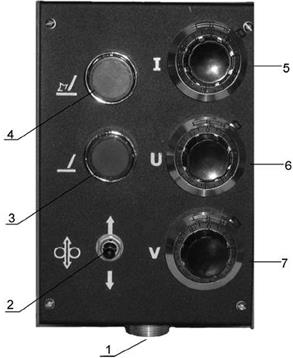
Рисунок – Общий вид пульта управления сварочным автоматом АДФ-800
1 – Разъем для подключения кабеля управления.
2 – Тумблер "Наладочное перемещение проволоки".
3 – Кнопка "СТОП".
4 – Кнопка "ПУСК"
5 – Регулятор задания скорости подачи проволоки.
6 – Регулятор задания сварочного напряжения.
7 – Регулятор задания скорости сварки.
Таблица – Сварочные автоматы фирмы Сэлма (Украина)
| марка | описание |
| АДФ-630 | Сварочный автомат предназначен для автоматической однослойной, многослойной сварки и наплавки электродной проволокой под слоем флюса изделий из малоуглеродистых и низколегированных сталей на постоянном токе. |
| АДФ-800 | Специальный автомат для дуговой сварки плавящимся электродом предназначен для автоматической сварки под флюсом на постоянном токе прямолинейных ребер жесткости большой протяженности высотой от 80 мм и более из сортового проката к плоским листам из малоуглеродистых и низколегированных сталей угловыми швами. |
| АСУ-5 | Автомат сварочный угловой предназначен для электродуговой сварки плавящимся электродом угловых швов под флюсом прямолинейных, криволинейных и кольцевых ребер жесткости высотой более 170 мм, при этом: минимальное расстояние между осями ребер жесткости – 450 мм; радиус кривизны ребер жесткости более 2 м; угол, определяющий взаимное положение ребер жесткости и корпусной конструкции, может меняться в пределах от 72° до 108°; ребра жесткости могут быть с поперечным сечением в виде «бульбообразного» профиля №18…№24б или таврового сечения |
| АДФ-1000 «ТВИН» | Автомат для дуговой сварки плавящимся электродом предназначен для автоматической однослойной и многослойной сварки под флюсом на постоянном токе прямолинейных стыковых и угловых швов, швов в «тавр», стыковых швов с разделкой и без разделки кромок. Сварка осуществляется сдвоенной проволокой (сварка «расщепленной» дугой). Электроды по отношению к направлению сварки могут быть расположены последовательно, перпендикулярно или под углом. АДФ-1000 представляет собой самоходное устройство, в котором подача сварочной проволоки, перемещение, и защита дуги происходит автоматически по определенной программе. Швы могут быть прямолинейными и кольцевыми. В процессе работы трактор передвигается по изделию или по уложенной на изделие направляющей линейке. |
| АДФ-1250 | Автомат для дуговой сварки плавящимся электродом представляет собой самоходное устройство, в котором подача сварочной проволоки, перемещение, и защита дуги происходит автоматически по определенной программе. Трактор производит сварку соединений встык с разделкой и без разделки кромок, угловых швов наклонным электродом, а так же нахлесточных швов. Швы могут быть прямолинейными и кольцевыми. В процессе работы трактор передвигается по изделию или по уложенной на нем направляющей линейке. |
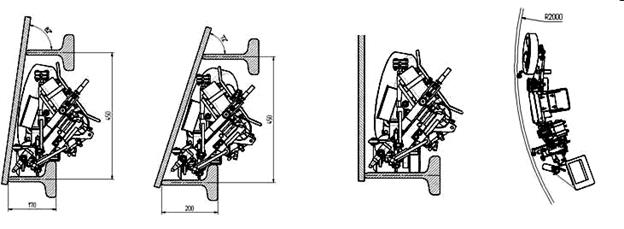
Рисунок – Примеры использования установки трактора марки АСУ-5 на свариваемых изделиях
Автоматы для сварки горизонтальных швов заметно отличаются от автоматов для сварки швов в нижнем положении. Это обусловлено спецификой самого процесса сварки на вертикальной плоскости, в том числе необходимостью удержания флюса в зоне дуги с помощью так называемых флюсоудерживающих устройств. Автоматы со свободным формированием шва конструктивно могут быть двух типов: автоматы, органически входящие в состав передвижных, предназначенных для сварки кольцевых швов навесных сварочных установок, перемещающихся по верхней кромке свариваемого изделия вместе со сварщиком оператором (рисунок).
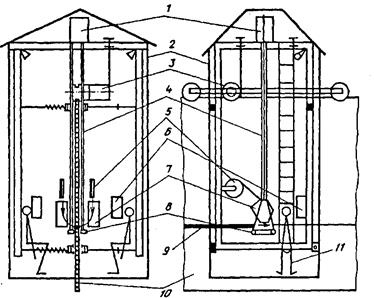
Рисунок – Установка для автоматической сварки под флюсом горизонтальных кольцевых швов
1 – флюсовый бункер; 2 – навесная самоходная кабина; 3 – механизм перемещения кабины; 4 – флюсовый трубопровод; 5 – кассета для проволоки; 6 – пульт управления; 7 – сварочная головка (часть автомата, включающая мундштук, механизм подачи проволоки, механизм настройки и корректировочных перемещений); 8 – флюсоудерживающее устройство; 9 – сварной шов; 10 – свариваемая деталь; 11 – сварщик-оператор
Узел сварочной горелки имеет полностью регулируемую горелку и регулируемый транспортёр системы подачи флюса с трубками подачи и подбора. Имеющийся направляющий щуп предназначен для позиционирования дуги относительно шва.
Рисунок – Узел сварочной горелки и конвейер для флюса
Неиспользованный флюс собирается с ленточного конвейера и подаётся на устройство просеивания, оборудованное магнитами для задержания попавших на конвейер сварочных брызг и металлических частиц. Далее годный к повторному использованию флюс поступает вновь в бункер для флюса.
Для сварки горизонтальных кольцевых швов Инструкции ВНИПИ Промстальконструкция изготовила автомат «Горизонталь» (рисунок). Технические характеристики: номинальный сварочный ток 500 А, диаметр электродной проволоки 2 мм, скорость подачи проволоки 100 – 600 м/ч, скорость сварки 10 – 60 м/ч, источник сварочного тока — выпрямитель ВДУ-506. Автомат пригоден для сварки прямолинейных и криволинейных соединений с миниальным радиусом кривизны 0,7 м. Им можно сваривать короткие и протяженные швы листовых и сплошностенчатых конструкций при различных схемах монтажа.
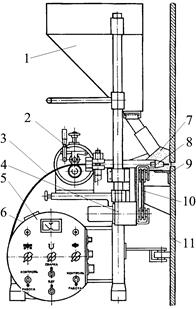
Рисунок – Автомат типа "Горизонталь" для сварки под флюсом горизонтальных соединений
1 – флюсовый бункер; 2 – механизм подачи проволоки; 3 – сварочная проволока; 4 – механизм перемещения; 5 – пульт управления; 6 – кассета с проволокой; 7 – флюс; 8 – мундштук; 9 – флюсоудерживающее устройство; 10 – направляющий рельс; 11 – свариваемые листы

