 2015-07-14
2015-07-14 2761
2761Изготовление сварных балок
Наиболее широкое применение имеют двутавровые балки с поясными швами, соединяющими стенку с полками. Обычно такие балки собирают из трех листовых элементов.
При сборке нужно обеспечить симметрию и взаимную перпендикулярность полок и стенки, прижатие их друг к другу и последующее закрепление прихватками. Для этой цели используют сборочные кондукторы (рисунок 83) с соответствующим расположением баз и прижимов по всей длине балки.
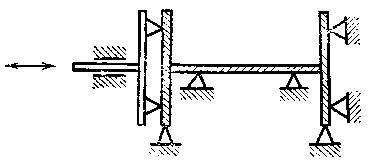
Рисунок 83 – Схема кондуктора для сборки двутавровых балок
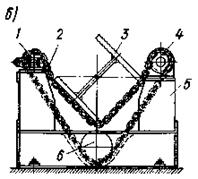
На установках с самоходным порталом (рисунок 84) зажатие и прихватку осуществляют последовательно от сечения к сечению. Для этого портал 1 подводят к месту начала сборки (обычно это середина балки) и включают вертикальные 2 и горизонтальные 3 пневмоприжимы. Они прижимают стенку балки 4 к стеллажу, а пояса 5 — к стенке. В собранном сечении ставят прихватки. Затем прижимы выключают, портал перемещают вдоль балки на шаг прихватки и операция повторяется. Вертикальные прижимы 2 позволяют собирать балки значительной высоты Н, не опасаясь потери устойчивости стенки от усилий горизонтальных прижимов. Если балка имеет весьма большую высоту, например элементы мостовых пролетных строений, ее стенку изготовляют из нескольких продольных листов. Для сборки таких балок также может использоваться установка со сборочным порталом, но с большим числом вертикальных прижимов.
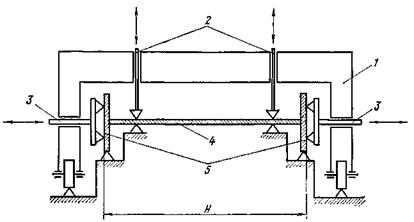
Рисунок 84 – Схема самоходного портала для сборки двутавровых балок
При изготовлении двутавровых балок поясные швы обычно сваривают автоматами под слоем флюса. Приемы и последовательность наложения швов могут быть различными. Наклоненным электродом в горизонтально-вертикальном положении (рисунок 85, а, б) одновременно сваривают два шва, однако может возникнуть подрез стенки или полки. Выполнение швов в нижнем положении (ранее называли «в лодочку») (рисунок 85, в) обеспечивает более благоприятные условия их формирования и проплавления, зато приходится поворачивать изделие после сварки каждого шва.
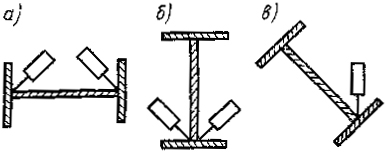
Рисунок 60 – Способы укладки швов при сварке балок
В производстве используют установки, предназначенные для автоматической сварки под флюсом двутавровых дугообразных или ступенчатых (ломаных) балок. Сварочные головки оснащены высокоэффективной системой слежения за сварочным стыком и высокоточной системой корректировки перемещения головок сварочной установки. (рисунок)


Рисунок 86 – Примеры применения сварочного оборудования
для сварки балок
Для поворота используют позиционеры-кантователи. В центровом кантователе (рисунок 87, а) предварительно собранная на прихватках балка 2 закрепляется зажимами в задней 1 и передней 3 бабках и с помощью червячной передачи 4 устанавливается в требуемое положение. Подвижная задняя опора позволяет сваривать в таком кантователе балки различной длины. Цепной кантователь (рисунок 87, б) состоит из нескольких фасонных рам 5, на которых смонтировано по две звездочки (холостая 1 и ведущая 4) и блоку 6. Свариваемую балку 3 кладут на провисающую цепь 2. Вращением ведущих звездочек балка поворачивается в требуемое положение. Следует иметь в виду, что такой кантователь не обеспечивает жесткого положения свариваемой конструкции, поэтому сварку целесообразно производить сварочной головкой, перемещающейся непосредственно по балке. В некоторых случаях применяют кантователи на кольцах (рисунок 87, в). Собранная балка укладывается на нижнюю часть кольца 1, откидная часть 2 замыкается с помощью болтов 3, и балка закрепляется системой зажимов 4.
При раздельной сборке и сварке двутавра в универсальных приспособлениях доля ручного труда на вспомогательных и транспортных операциях установка элементов, их закрепление, прихватка, освобождение от закрепления, извлечение из сборочного приспособления, перенос в сварочное приспособление, закрепление и поворот в удобное для сварки положение, снятие готового изделия оказывается значительной. Использование поточных линий, оснащенных специализированным оборудованием и транспортирующими устройствами, существенно сокращает эти потери. Поточные линии сварки балок таврового или двутаврового сечения могут оснащаться либо рядом специализированных приспособлений и установок, последовательно выполняющих отдельные операции при условии комплексной механизации всего технологического процесса, либо автоматизированными установками непрерывного действия.
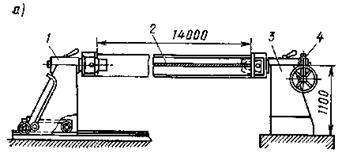
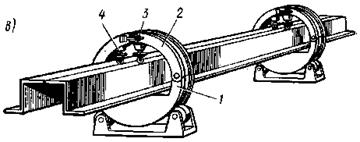
а — в центрах; б — цепной; в — с кольцами
Рисунок 87 – Схемы позиционеров-кантователей для сварки балок
После сварочного участка балка попадает на участок отделки, где последовательно проходит через две машины для правки грибовидности полок (рисунок 88) и через два торцефрезерных станка.
а

б
Рисунок 88 – Схема (а) и стан (б) для исправления грибовидности двутавровой балки
Балки коробчатого сечения сложнее в изготовлении чем двутавровые. Однако они имеют большую жесткость на кручение и поэтому находят широкое применение в конструкциях крановых мостов. При большой длине таких балок полки и стенки сваривают стыковыми соединениями из нескольких листовых элементов.
Сначала на стеллаж укладывают верхний пояс (полку), расставляют и приваривают к нему диафрагмы. Такая последовательность определяется необходимостью создания жесткой основы для дальнейшей установки и обеспечения прямолинейности боковых стенок, а также их симметрии относительно верхнего пояса. После приварки диафрагм устанавливают, прижимают (рисунок 89, а) и прихватывают боковые стенки. Затем собранный П-образ-ный профиль кантуют и внутренними угловыми швами приваривают стенки к диафрагмам (рисунок 89, б). Сборку заканчивают установкой нижнего пояса. Сварку поясных швов осуществляют после завершения сборки и ведут наклоненным электродом без поворота в положение «в лодочку». Это объясняется тем, что для балки коробчатого сечения подрез у поясного шва менее опасен, чем для двутавра, поскольку в балках коробчатого сечения сосредоточенные силы передаются с пояса на стенку не непосредственно, а главным образом через поперечные диафрагмы.
а — установка боковых стенок; б — сварка внутренних швов
Рисунок 89 – Изготовление балки коробчатого сечения
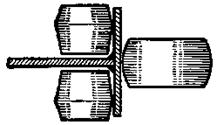
При изготовлении полноразмерных балок моста крана все основные операции по заготовке листовых элементов и последующей общей сборки и сварки выполняют в механизированных поточных линиях с использованием автоматической сварки под слоем флюса. Узким местом производства таких балок коробчатого сечения является выполнение таврового соединения диафрагм и стенок угловыми швами. Небольшое расстояние между стенками затрудняет автоматическую сварку в горизонтальном положении (рисунок 90, б), а вручную сварщику приходится выполнять эти швы в крайне неудобном положении. Целесообразно выполнять тавровое соединение в вертикальном положении сразу после сборки (рис. 14.18, а). Это исключает операцию кантовки балки и позволяет выполнять одновременно два угловых шва наклоненным электродом или автоматической сваркой в среде СО2. Предложение заменить угловые швы (рисунок 90, а) пробочными проплавными соединениями (рисунок 90, б) с отбортовкой кромок диафрагм не нашло применения в производстве.
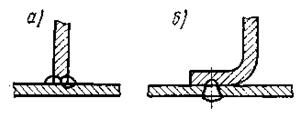
Рисунок 90 – Соединение диафрагм с боковыми стенками