 2015-07-14
2015-07-14 2880
2880Патрубок приемно-раздаточный (ППР) служит для присоединения к нему трубопровода закачки нефтепродукта резервуара, а также хлопушки или плавающего топливозаборника. Монтируют патрубок в нижний пояс обечайки резервуара с превышением центра патрубка над днищем на значение, которое зависит от диаметра патрубка. Диаметр патрубка подбирают в зависимости от необходимой подачи нефтепродукта.
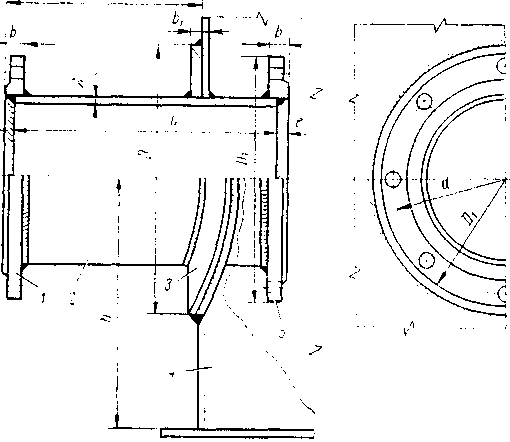
Рисунок №. Приемо-раздаточный патрубок: 1,5 – фланцы; 2 – корпус; 3 – усиливающее кольцо; 4 – резервуар
Таблица 8.1
| Патрубок | Размеры, мм | Пропускная способность, м3/ч | |||||||||
| D | D1 | d | L | l | h | b | bT | l |  | ||
| ППР-80 | |||||||||||
| ППР-100 | |||||||||||
| ППР-150 | |||||||||||
| ППР-200 | |||||||||||
| ППР-250 | |||||||||||
| ППР-300 | |||||||||||
| ППР-350 |
Основные технические характеристики патрубков ППР (ГОСТ 3690-70) приведены в табл. 2.1 (рис. 2.3). Материал, из которого делают эти патрубки, – сталь Ст. 3, Ст. 10, сталь 20, 10Г2А, 15ГС, 10Г2СД, 14ХГС, 12МХ, 20ХГ.
Расчет патрубка – это определение его диаметра толщины фланца. Диаметр рассчитывают по формуле:
S = Q/v, (8.4)
где: S – площадь поперечного сечения патрубка; Q – подача насоса; v –скорость движения жидкости в трубе, ограниченная электростатическими свойствами нефтепродукта. Определив площадь сечения, выбирают ближайший стандартный патрубок большего диаметра.
Нагрузка на стягивающий болт зависит от типа прокладки между фланцами:
 (8.5)
(8.5)
где Dn – средний диаметр прокладки; рр –рабочее давление;  – эффективная ширина прокладки,
– эффективная ширина прокладки,  = (0,38 – 0,5) b, здесь b – ширина прокладки; т – коэффициент, значение которого принимают в зависимости от материала прокладки.
= (0,38 – 0,5) b, здесь b – ширина прокладки; т – коэффициент, значение которого принимают в зависимости от материала прокладки.
Значение коэффициента т для различных материалов
Резина:
средней твердости............................... 0,5
мягкая с тканевой прослойкой или твердая 0,75'
твердая с тканевой прослойкой......... 1,00
Паронит.................................................. 1,50
Алюминий мягкий.................................. 4,00
Медь мягкая........................................ 4,75
Сталь мягкая....................................... 5,50
Толщина фланца
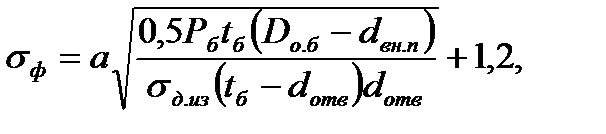 (8.6)
(8.6)
где: а –коэффициент, равный 0,6 для фланцев, подвергающихся изгибу при затяжке и 0,43 для фланцев, на подвергшихся изгибу; Рб –нагрузка на один стягивающий болт;  – шаг болтов; Dо. б – диаметр окружности центров болтов;
– шаг болтов; Dо. б – диаметр окружности центров болтов;  – внутренний диаметр патрубка;
– внутренний диаметр патрубка;  – допустимое напряжение на изгиб
– допустимое напряжение на изгиб 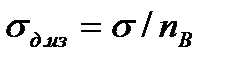 , здесь
, здесь  –временное сопротивление материала фланца;
–временное сопротивление материала фланца;  – запас прочности к временному сопротивлению, причем пВ = 6 для прокатной стали и пВ = 8 для стального литья; dотв - диаметр отверстий под болты.
– запас прочности к временному сопротивлению, причем пВ = 6 для прокатной стали и пВ = 8 для стального литья; dотв - диаметр отверстий под болты.
Эксплуатация и ремонт. При ТО проверяют, нет ли у патрубка отпотевания и течи. Течь во фланцевых соединениях обычно появляется при неисправности прокладки. В этом случае ее заменяют после освобождения патрубка от нефтепродукта, для чего снимают болты фланцевого соединения, удаляют прокладку и тщательно очищают поверхность фланца. Вновь устанавливаемая кольцевая прокладка должна иметь следующие размеры: внутренний диаметр равен наружному диаметру трубы; наружный диаметр – на 3–4 мм меньше диаметра, чем отверстия под болты; толщина – 3–5 мм. Кромки новой прокладки должны быть ровными, без разрывов и утолщений. Основные неисправности ПРП – пробоины, свищи, трещины в корпусе, выбоины и каверны на поверхности, потение сварных стыков, течь через фланцы. На время ремонта патрубок отключают от системы трубопроводных коммуникаций, освобождают его и очищают от нефтепродуктов промывкой водой или пропариванием с последующим проветриванием. Неисправные фланцы обычно отрезают газовой или электродуговой резкой и на их место приваривают новые.
Трещины патрубков устраняют так. Перед осмотром поверхность патрубка на 10–20 мм по обе стороны от кромок трещины очищают от масла и ржавчины стальной щеткой и тряпкой, смоченной керосином, а затем насухо протирают.
Точные границы трещины определяют одним из следующих способов:
предполагаемое место трещины смачивают керосином. Через 30 мин тщательно вытирают поверхность трубы и по ней постукивают молотком. И местах, где есть трещины или другой дефект, керосин при простукивании молотком выступит на поверхность в виде капель;
поверхность трубы в зоне трещины смачивают керосином, через 10 мин насухо протирают и наносят меловую краску. После высыхания краски при постукивании по трубе молотком керосин выступит из трещины и обозначит на поверхности, покрытой мелом, линию, соответствующую очертаниям трещины;
вдоль трещины узким крейцмейселем прорубают канавки до тех пор, пока отделяется двойная стружка, свидетельствующая о наличии трещины. Как только начнет отделяться одинарная стружка, рубку прекращают.
Волосяные трещины обнаруживают проветриванием поверхности трубы, предварительно зачищенной и отполированной в зоне трещины, реактивом ФРП, состоящим из 4 см3 концентрированной соляной кислоты, 25 см3 этилового спирта, 30 см3 воды, 5 г кристаллической хлорной меди. После нанесения реактива на отполированной поверхности металла будут отчетливо видны очертания трещины. Для этих же целей поверхность можно протравливать 14%-ным раствором серной кислоты.
В любом случае точные границы определяют с помощью увеличительного стекла с кратностью 10—20 раз.
Заварка трещин, идущих от торца трубы и имеющих длину 200 мм, начинается с забивки клина в торец трубы. Для удобства установки клина края трещины у торца на длине 10 мм не закругляют. Трещины заваривают, выбивают клин, подрубают кромки.
Заварку трещин, расположенных в средней части трубы ПРП, выполняют следующим образом. По краям трещины сверлят отверстия. Трещины длиной >400 мм на трубах с толщиной стенок <8 мм заваривают от просверленных концов трещин к середине (сначала концевые участки трещины обратно-ступенчатым способом). Длину концевых участков подбирают так, чтобы в средней части трещины оставался незаваренный участок длиной около 400 мм. Этот участок заваривают от середины к концам. Когда заваривать трещины нельзя, ставят заплату или вырезают дефектный участок трубы и на его место вваривают новый.
Заделка участка свищей, отдельных пробоин, коррозионных каверн или коротких трещин (поперечных, продольных) выполняют с помощью заварки или наложения заплат. Небольшие свищи закрывают хомутом, плотно пригнанным к наружной поверхности патрубка. Заплаты к поврежденному участку патрубка приваривают с таким расчетом, чтобы ее края отстояли от трещины на расстоянии, равном трем толщинам стенки трубы плюс 5 мм, или вваривают стыковым швом на место поврежденного участка трубы, предварительно вырезанного и удаленного. Все заплаты закругляют по радиусу патрубка и проверяют по шаблону. Материал заплат должен соответствовать материалу трубы. При варке заплат с одной свободной кромкой усы прямоугольной заплаты закругляют по радиусу, равному десяти толщинам стенки ремонтируемого патрубка. Такой же радиус закругления должны иметь вырезы стенок трубы в месте установки заплат. Ширину заготовки заплаты делают меньше ширины выреза в стенке патрубка, размеры остальных сторон заплаты должны соответствовать другим размерам выреза в стенке. Перед сваркой заплату закрепляют по периметру на месте прихватами длиной, равной двум толщинам стенки трубы. Заплату устанавливают в одной из кромок выреза, а после закрепления приваривают к оставшимся свободным кромкам обратно-ступенчатым способом.
Пострадавшие от коррозии стенки восстанавливают наплавкой электросваркой металла на пораженный участок. До наплавки места (каверны и выбоины) тщательно зачищают до металлического блеска. Наплавку ведут с перерывами, не допуская сильного нагрева стенок основного металла возле ремонтируемых мест. При площади заварки 100—150 мм швы накладывают по образующей трубе, при большей площади завариваемую поверхность делят на участки. Швы на смежных участках наплавляют в обратном направлении. Наиболее рациональный способ устранения потения сварного шва – вырубка наплавленного металла дефектного места и последующая доварка его. Волосяные трещины и места потения предварительно чеканят, затем на дефектное место накладывают заплату и приваривают ее. Заплата должна прикрывать дефектное место, а накладываемый шов варится во все стороны от трещины на 50 мм. В заплате делают желобок для плотного прилегания ее к цилиндрической части патрубка в местах соприкосновения со швом.








