 2015-07-14
2015-07-14 1358
1358Площади цеха, участка, на которых непосредственно осуществляется технологический процесс (например, сборка тяжелых машин «на полу», окраска готовых изделий, формовка вручную в землю и т. п.), служат активной частью основных фондов. Мерой для сравнения располагаемых и потребных ресурсов (активной части основных фондов) цеха, участка является производственная площадь.
Как указывалось выше (см. гл. 3), расчетной единицей измерения загрузки площадей служит квадратный метр на час (м2ч). В соответствии с этим выполняются два объемных расчета загрузки площадей (м2ч): 1) имеющегося фонда в плановом периоде по производственной площади; 2) потребного фонда площадей, необходимых для выполнения программы за тот же период.
Основной фонд загрузки площадей, которым располагает цех или участок Qpac, определяется путем перемножения количества квадратных метров производственной площади Fпp на фонд времени Fpаc в плановом периоде с учетом установленной сменности работы (цеха, участка):
Производственная площадь Fпp измеряется общей площадью цеха, участка за вычетом площадей, занятых для вспомогательных нужд: складов, инструментальных кладовых, ремонтных участков, главных проходов, бытовых помещений и др.
Потребное количество Qпотр (м2ч) на программу определяется как произведение одной штуки предмета qпр и числа штук этих предметов в программе N:
В свою очередь потребное количество (м2ч) на 1 шт. предмета qпр равно произведению производственной площади, занимаемой одним предметом fпр на число часов, в течении которых эта площадь занята предметом.

Площадь fпр складывается из площади, занимаемой непосредственно предметом данного габарита (fгаб); площади, необходимой для выполнения рабочим технологического процесса, т. е. для проходов вокруг предмета (fпpox), и площади (fр.м), занимаемой рабочим местом (например, оборудованный верстак для слесаря-сборщика):

где Ппp — партия предметов, одновременно находящихся в процессе производства.
Коэффициент загрузки площади определяется соотношением,

а производственная мощность площади Мпл

Из полученных выражений следует, что величина производственной мощности и коэффициент загрузки площади при прочих равных условиях изменяются в прямой и пропорциональной зависимости от длительности производственного цикла предмета.
Наличие такой прямой зависимости существенно отличает указанные расчеты от расчетов машинного оборудования. Она означает, что всякий перерыв между операциями в таких процессах, как сборка, окраска изделий, формовка в землю и т. п., вызывает снижение производственной мощности и неоправданное повышение коэффициента загрузки площади, поскольку она на время перерыва бесполезно занята предметом производства. Как известно, машинное оборудование на время таких перерывов перестраивается на другую работу.
6. Особенности, характеризующие календарный план в серийном производстве
Расчеты нормативов и построение календарного плана серийного, регулярно повторяющегося производства осуществляются наиболее сложно.
Как известно, в массовом производстве масштабы планового задания обеспечивают постоянство одной и той же работы на рабочем месте в течение всего планового периода: рабочий длительное время (месяц, квартал, год) выполняет одну и ту же работу, потребляет один и тот же материал (заготовки, комплекты деталей, узлов), один и тот же комплект инструментов, одно и то же приспособление и т. д. Календарный план в том случае, если такая неизменность распространяется на весь технологический процесс изготовления предмета, является элементарно простым. Для его построения достаточно исходить только из одной зависимости, а именно: из календарной зависимости каждой последующей операции от выполнения предыдущей операции.
Характерным же для серийного производства является, наоборот, невозможность выполнения на отдельных рабочих местах только одной операции в течение всего планового периода. Производство называется серийным именно потому, что необходимое время каждой отдельной операции tн технологического процесса детали, сборки узла или изделия, взятое в масштабе всей программы tнN, меньше используемого фонда времени Fисп. Поэтому выполнение только одной операции не может обеспечить полной занятости одного рабочего места на протяжении всего планового периода.
Чтобы обеспечить установленную планом загрузку рабочих и оборудования (т. е. в соответствии с установленным для каждой группы оборудования kз и kсм) в серийном производстве, как известно, необходимо выполнить на каждом рабочем месте в течение планового периода не одну, а ряд различных работ, относящихся к технологическому процессу предметов различных наименований. В общем случае эти предметы могут входить в число оригинальных частей различных изделий.
Важным показателем, характеризующим серийность производства, является показатель специализации рабочих Кс:

где О — число различных работ, выполняемых в плановом периоде nix местах цеха (участка); s — явочное число основных работе (на участке); Кс — среднее число различных работ, выполняемых одним рабочим в плановом периоде.
Для данного состава продукции численная величина Кс тем меньше, чем больше масштаб выпуска этой продукции, и наоборот.
Чем больше масштаб одной и той же продукций, тем больше требуется явочных рабочих s для выполнения увеличенной программы; в то же время количество различных работ О остается относительно неизменным и, следовательно, численная величина Кс уменьшается. Наоборот, при уменьшении программы в среднем требуется выполнить одному рабочему больше различных работ, чтобы обеспечить равенство
где Фр — фонд времени одного рабочего.
В силу этой особенности, чтобы построить календарный план изготовления, например, детали данного наименования в условиях серийного производства, недостаточно предусмотреть только календарную преемственность сроков для смежных операций технологического процесса; необходимо проверить также, в какой мере эти сроки по данной детали в сочетании с подобными сроками по деталям других наименований обеспечивают полную и равномерную загрузку соответствующих групп рабочих мест (в пределах установленных средних величин kз и kсм).
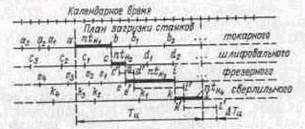
Рис. 4.2. График движения партии n деталей в серийном производстве.
Это значит, что календарный план изготовления детали данного наименования должен быть согласован с планом загрузки рабочих мест, в котором участвует не только данная, но и многие другие детали.
На рис. 4.2 показан технологический процесс механической обработки партии n деталей, состоящий из четырех операций.
Как видно из графика, срок выпуска партии n штук готовых деталей по календарному плану (жирные линии) установлен в точке l. Согласно графику, этот срок может быть выполнен в том случае, если первая операция начата календарно в точке а, вторая — в точке с, третья — в точке е и четвертая — в точке k. Длительность производственного цикла в этом случае равна Тц == а1. Далее предполагается, что весь технологический процесс выполняется без перерывов между операциями.
В серийном производстве всякое нарушение сроков по операциям не локализуется в пределах календарного плана данной детали, а может вызвать нарушение системы сроков производства деталей других наименований, а также общее нарушение планомерной загрузки ряда рабочих мест.
Из сказанного следует вывод, согласно которому построение календарного плана в условиях серийного производства должно отразить по каждой позиции (детали, узла) два вида зависимости:
1) зависимость каждой последующей операции от плана и фактического выполнения предыдущей;
2) календарную взаимосвязанность планируемой детали с деталями других наименований, совместно загружающими рабочее место данной операции.
Надо особо отметить и другую особенность серийного производства.
Как уже указывалось, в условиях указанного типа производства совокупное число операций (0), составляющих технологический процесс по многочисленным частям изделий, изготовляемых на участке (в цехе), всегда (и обычно намного) больше числа рабочих мест s, на которых эти операции выполняются.








