 2015-07-14
2015-07-14 1321
1321Интенсивная научно-исследовательская работа по совершенствованию сварных соединений привела к разработке различных методов сварки, предназначенных для соединения различных материалов и повышения качества сварного шва.
Кроме того, качество сварных швов можно улучшить, используя ряд конструктивных приемов.
К технологическим приемам улучшения характеристик сварных соединений относятся:
1) Защита шва от вредного воздействия воздуха:
- сварка в атмосфере под слоем расплавленного флюса;
- сварка в атмосфере нейтральных (аргон, гелий, углекислый газ) или восстановительных (СО; Н2) газов, которые или подаются в горелку специально, или выделяются при нагревании дугой из специальной обмазки электродов.
2) Использование специальных видов сварки с пониженным нагревом деталей:
- холодная прессовая сварка (для соединения пластичных материалов);
- диффузионная сварка в вакууме (для соединения тугоплавких, жаропрочных материалов, керамики);
- ультразвуковая сварка (для соединения цветных металлов и пластиков).
3) Значительно (на 30 - 40%) увеличивает циклическую прочность шва заглаживающее оплавление швов вольфрамовым электродом в среде аргона. Такой же эффект получается при холодной пластической деформации шва (накаткой, дробеструйной обработкой и т. п.).
К основным конструктивным приемам повышения качества сварных соединений относятся следующие:
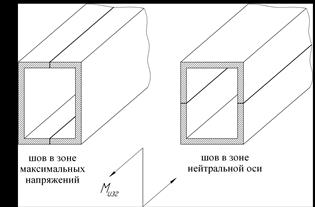
1) Целесообразно не располагать швы в зоне действия максимальных нагрузок (рис.3.4-3.6).
шов нагружен шов разгружен  |
| Рис. 3.4 |
| |||
| Рис. 3.5 |
 |
| Рис. 3.6 |
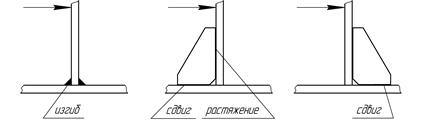
2) Силовые швы следует нагружать сдвигом и осевыми силами, устраняя работу на изгиб. Работа шва на сжатие предпочтительнее работы на растяжение (рис. 3.7).
 наихудший вариант наилучший вариант наихудший вариант наилучший вариант |
| Рис. 3.7 |
3) Для исключения коробления изделия применять симметричные швы. Изделие сваривать одновременно с двух сторон.
4) Предусматривать технологические зазоры (1 – 2 мм) между свариваемыми деталями на расширение материала при нагреве.
5) Принимать меры для предотвращения протекания материала при проплавах (подкладные листы, утолщения в зоне шва и т. п.).
6) Во избежание проплава следует сваривать детали близких толщин (максимальное соотношение толщин 1:3). При невыполнении этого требования создавать переходную зону в детали с большей толщиной (рис. 3.8).
 |
| Рис. 3.8 |
7) Из условия равнопрочности увеличивать сечения деталей в зоне шва (рис. 3.9).
 , откуда
, откуда  .
.
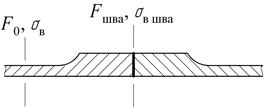 |
| Рис. 3.9 |
8) Во избежание возникновения трещин не допускать концентрацию нескольких сварных швов (рис. 3.10).
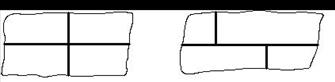 неправильно правильно неправильно правильно | |
| Рис. 3.10 |
9) По этой же причине избегать отверстий и других концентраторов напряжений вблизи шва (рис. 3.11).
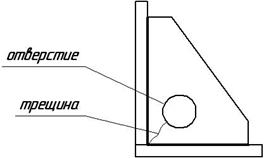 |
| Рис. 3.11 |
Ряд дополнительных рекомендаций по конструированию сварных соединений можно найти в [2, т. 2, с. 169-193].
Ниже приводится список источников, использованных в гл. 3 и полезных при конструировании сварных соединений.
1. Справочная книга по расчету самолета на прочность /М.Ф. Астахов, А.В. Караваев, С.Я. Макаров, Я.Я. Суздальцев. М.: Оборонгиз, 1954. 708 с.
2. Орлов П.И. Основы конструирования. Справ. метод. пособие. В 3-х кн. Кн. 2. Изд. 2-е перераб. и доп. М.: Машиностроение, 1977.

