 2015-08-21
2015-08-21 1217
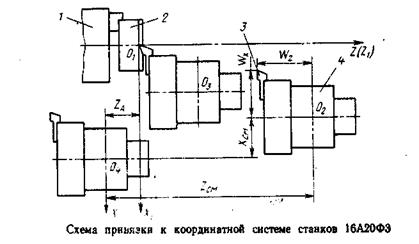
1217Привязку инструментов к системе отсчета нужно выполнять в следующем порядке.
1. Установить в зажимное устройство 1 станка заготовку 2.
2. Ввести плавающий нуль и координатные вылеты инструментов, равные нулю.
3. Установить режим «Ввод констант».
4. Ввести значения Т, S и F, соответствующие упорно-проходному резцу 3, подаче и частоте вращения шпинделя, на которых можно осуществить обработку заготовки
5. Нажать клавишу «Пуск», при этом суппорт смещается в нуль программы, в рабочую позицию поворачивается вызванный инструмент, шпиндель начинает вращаться.
6. Пользуясь маховичками, обточить цилиндрическую часть заготовки.
7. Отвести инструмент по координате Z, не изменяя положение по координате X, выключить шпиндель нажатием на клавишу «Стоп».
8. Измерить диаметр обточенной части заготовки и ввести это значение по адресу X, на экране высветится введенное значение.
9. Нажать клавишу «Инструмент», на экрана высветится номер инструмента и вычисленное УЧПУ значение координатного вылета Wx.
10. Включить вращение шпинделя нажатием на клавишу «Пуск» и произвести обточку торца заготовки.
11. Отвести инструмент по координате X, не изменяя положение по координате Z, и выключить вращение шпинделя нажатием на клавишу «Стоп».
12. Ввести индикатируемое на экране высветится текущее значение координаты Z.
13. Нажать на клавишу«Инструмент», при этом информация пополнится автоматически вычисленным значением координатного вылета Wz.
14. Нажать клавишу «Ввод данных», значения вылетов инструментов записываются в память УЧПУ.
 Привязку остальных инструментов нужно проводить по описанной методике, однако не следует больше протачивать торец заготовки, нужно только коснуться торца вершиной инструмента.
Привязку остальных инструментов нужно проводить по описанной методике, однако не следует больше протачивать торец заготовки, нужно только коснуться торца вершиной инструмента.

