 2015-08-21
2015-08-21 7119
7119Проектирование и изготовление технологической оснастки и технологических процессов является одним из основных этапов технологической подготовки производства (ТПП).
Во-первых, проектируют конструкции моделей, штампов, приспособлений, специального инструмента и нестандартного оборудования, а во-вторых, разрабатывают технологический процесс изготовления технологического оснащения, который должен быть достаточно универсальным, но в то же время прогрессивным, совершенным и обеспечивающим высокое качество изготовляемых деталей
Разработка конструкций технологической оснастки осуществляется конструкторскими бюро по оснастке и инструменту в тесной взаимосвязи с технологами, которые проектируют технологические процессы обработки деталей нового изделия.
Затем изготавливают всю оснастку и нестандартное оборудование. Это наиболее трудоемкая часть технологической подготовки (60-80 % труда и средств от общего объема ТПП). Поэтому, как правило, эти работы проводят постепенно, ограничиваясь вначале только оснасткой первой необходимости, а затем повышая степень оснащенности и механизации производственного процесса до максимальных экономически оправданных пределов.
И, в заключение, выверяют и отлаживают запроектированную технологию; окончательно отрабатывают детали и узлы (блоки) на технологичность: выверяют пригодность и рациональность спроектированной оснастки и нестандартного оборудования, удобство разборки и сборки изделия; устанавливают правильную последовательность выполнения этих работ; проводят хронометраж механообрабатывающих и сборочных операций и окончательно оформляют всю технологическую документацию.
а) Проектирование и изготовление технологической оснастки. Расчёт продолжительности проектирования и изготовления техоснастки, а также выбор числа исполнителей данного этапа осуществляется следующим образом. Имеем следующую структуру техоснастки, приведённую в табл. 5.
Таблица 5 Структура технологической оснастки
| Штампы | Пресс-формы | Кондуктора | Приспособления | |
| Структура (Кi), % | ||||
| Трудоемкость проектирования (ti), (чел/час) |
Продолжительность этапа проектирования и изготовления техоснастки (tосн) в днях определяется по формуле:
 - до рабочего проекта, (9)
- до рабочего проекта, (9)
где  – трудоемкость этапа эскизного проекта (чел/дни);
– трудоемкость этапа эскизного проекта (чел/дни);
 – трудоемкость этапа технического проекта (чел/дни).
– трудоемкость этапа технического проекта (чел/дни).
Трудоемкость этого этапа в часах (Тосн) вычисляется следующим образом:
 (10)
(10)
 (11)
(11)
где Косн – коэффициент оснащённости (Косн = 1-2);
Nориг – количество оригинальных деталей;
N – общее количество деталей;
Кун – коэффициент унификации (Кун = 0,71);
ti – трудоёмкость проектирования оснастки (табл. 5);
Ki – структура техоснастки (табл. 5).
Количество исполнителей (р), которое потребуется для данного этапа, рассчитывается по формуле, аналогичной формуле (7).
 (12)
(12)
где Кдоп – коэффициент корректировки этапов (Кдоп = 1,1 – 1,3);
Тсм – продолжительность смены (Тсм = 8 часов);
р – численность исполнителей на данном этапе, чел;
Квн – коэффициент выполнения норм времени (Квн = 1).
То есть, вычисляя tосн по формуле (9) и Тосн по формуле (10), подставляем их значения в формулу (10), откуда выражаем число исполнителей (р).
Численность распределяется следующим образом: ИТР – 15 %, рабочие – 85 %.
б) Проектирование технологических процессов. Как уже отмечалось ранее, для изготовления технологической оснастки необходимо разработать технологический процесс и определить количество исполнителей данного этапа.
Имеем следующие данные, приведённые в табл. 6.
Таблица 6
| Технологические объекты | Среднее число операций (оп) | Нормативы времени (tн), (чел/час) |
| сложные | 13-22 |
Продолжительность данного этапа составляет tт. пр = 33 дня. Аналогично (п.2.2.,а), находим количество исполнителей (р), выражая их из формулы:
 (13)
(13)
В эту формулу подставляем известную продолжительность данного этапа (tт. пр) и Тт. пр, рассчитанную по формуле (14). Остальные слагаемые те же (см. п.2.2.,а).
 (14)
(14)
где tн – норматив времени (табл. 6);
rоп – среднее число операций (табл. 6). Число операций задаётся преподавателем.
Все исполнители в данном случае будут инженеры.
Планирование НИОКР с использованием ленточного графика
После выполнения п.1 и п.2, когда известна продолжительность выполнения всех этапов разработки изделия, а также число исполнителей каждого этапа, строится ленточный график (рис. 1).
Ленточный график используется для координации во времени всех стадий, этапов и отдельных видов работ системы СОНТ (системы создания и освоения новой техники). Он позволяет учитывать возможности совмещения времени выполнения всех стадий, этапов и отдельных видов работ. К тому же ленточный график отражает сроки начала и окончания каждой стадии, этапа, работы, а также длительность цикла всей системы.
Пример. Пусть необходимо осуществить ОКР за 220 дней. Для данного примера составим таблицу (табл. 7).
Таблица 7
| № этапа | ||||||||
| Продолжительность этапа (дни) | ||||||||
| Количество исполнителей |
Первая строка в таблице соответствует номеру этапа процесса разработки изделия: первые шесть этапов берутся из табл. 1 (п.1), 7 этап – это продолжительность проектирования и изготовления технологической оснастки (п.2.2.,а), а 8 этап – продолжительность проектирования технологических процессов (п.2.2.,б). Причём, этапы проектирования и изготовления технологической оснастки и процессов можно проводить параллельно с остальными шестью этапами, начиная с этапа разработки технического проекта.
Вторая строка таблицы (продолжительность этапов) рассчитывается в п.2.1. по формуле (7) (первые шесть этапов) и п.2.2. (7 и 8 этапы).
Третья строка таблицы – количество исполнителей берётся из этих же пунктов.
На ленточном графике по оси X откладывается время (дни) выполнения этапов, по оси Y – номер этапа. Горизонтальные отрезки, которые наносятся на график параллельно, отражают продолжительность циклов каждой стадии, этапа или отдельной работы.
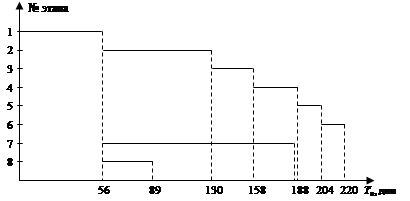 |
Рис. 1. Ленточный график
Ленточный график наглядно показывает продолжительность каждого этапа. По графику можно определить более или менее трудоёмкие этапы, что позволит более рационально распределить исполнителей по этапам, таким образом можно провести оптимизацию всех этапов разработки.

