 2015-08-12
2015-08-12 683
683При этом виде наплавки защитный газ, подаваемый в зону наплавки под избыточным давлением, изолирует сварочную дугу и плавильное пространство от кислорода и азота воздуха (рис. 10.5).
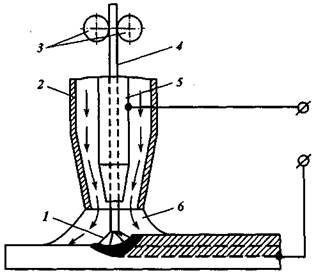
Рис. 10.5. Схема наплавки в среде защитных газов:
1 - электрическая дуга; 2 - сопло; 3 - подающие ролики; 4 - электродная проволока; 5 - токоподводящий мундштук; 6 - защитный газ
Наплавку углеродистых, легированных сталей и чугуна производят в среде углекислого газа; для высоколегированных сталей применяют аргон. При высокой температуре сварочной дуги происходит диссоциация углекислого газа. Образовавшийся атомарный кислород окисляет металл, что приводит к выгоранию железа и других примесей стали. Чтобы прекратить окисление, а также пополнить выгоревшие примеси при наплавке в углекислом газе применяют электродную проволоку, легированную марганцем и кремнием, которые связывают кислород и раскисляют ранее образовавшуюся закись железа. Образующиеся окислы марганца и кремния переходят в шлак.
Содержание углерода в электродной проволоке должно быть небольшим, в противном случае могут образоваться поры и горячие трещины в металле шва.
Для получения наплавленного слоя с особыми свойствами применяют порошковую проволоку.
Для наплавки в среде защитных газов используется серийное оборудование, применяемое для автоматической и полуавтоматической электродуговой наплавки под слоем флюса. Однако в этом случае вместо узла подачи флюса используется устройство для подсушки и подачи углекислого газа.
Наплавку ведут на постоянном токе, в результате уменьшается глубина проплавления и увеличивается количество электродного металла в наплавленном слое. Цилиндрические поверхности можно наплавлять кольцевыми валиками по винтовой линии с поперечными колебаниями или продольными валиками. Это определяется размером детали, ее конструкцией и химическим составом металла детали. Чтобы уменьшить деформации, плоские детали следует наплавлять отдельными участками, «вразбежку».
Наплавку в среде защитных газов применяют, когда невозможна или затруднительна подача флюса и удаление шлаковой корки, например при наплавке мелких деталей, внутренних поверхностей и деталей сложной формы.
Преимуществами наплавки в среде защитных газов являются высокая производительность и простота ведения и управления процессом. Недостатки ее - сложность работы на открытом воздухе из-за срыва струи углекислого газа под действием ветра и окислительная способность углекислого газа, высокая стоимость инертных газов.








