 2015-08-12
2015-08-12 2695
2695На технологический режим и технико-экономические показатели работы электролизеров значительное влияние оказывают процессы тепло- и массопереноса, определяемые гидродинамикой расплава [1], которая влияет на растворение и транспорт глинозема, потери металла, усреднение состава электролита, формирование температурного поля и рабочего пространства ванны, теплообмен в ней и потери тепла в окружающую среду. Причем роль гидродинамических процессов резко возрастает с увеличением размеров и мощностей электролизера.
Гидродинамические потоки расплава в электролизере формируются в результате совместного воздействия трех сил: газогидродинамической, электромагнитной (пондеромоторной) силы и конвекции, обусловленной наличием температурных и концентрационных градиентов. Электромагнитные силы в расплаве возникают в результате взаимодействия магнитного поля, создаваемого током, протекающим по конструктивным элементам электролизера, с токами, проходящими через электролит и металл. Выделяющийся на аноде диоксид углерода в виде пузырьков, их рост и движение по подошве анода и в пространстве "борт-анод", являются причиной возникновения газогидродинамических сил. Рассмотрим особенности возникновения этих процессов в промышленных электролизерах.
Газовая гидродинамика
В современных мощных электролизерах на силу тока 200- 300 кА с подошвы анода выделяется 3,3-5 м3/мин. газа. Даже при отсутствии электромагнитных сил и свободной конвекции, под воздействием таких объемов выходящих из-под анода газов, образуется мощное движение двухфазного газожидкостного течения в междуполюсном зазоре и пространстве "борт-анод", которые практически не поддаются расчету.
Центрами образования газовых пузырьков являются неровности на аноде. Газовая фаза под анодом в зависимости от ряда факторов, находится в виде пузырьков или протяженных пленок, но может иметь место и комбинация этих структур. Толщина пленок мало зависит от плотности тока и составляет около 5 мм для анодов Содерберга, и 3-4 мм для обожженных анодов. Скорости перемещения по подошве анода пузырьков и пленок зависит от их размеров - чем они крупнее, тем выше их скорость, которая составляет от 6-8 см/с для маленьких пузырьков, и до 20-25 см/с для больших пузырей [2].
Количество газа, находящегося в расплаве (газонаполнение), зависит от многих причин. Для электролизеров Содерберга на 150-160 кА составляет около 45%. С увеличение глубины погружения анода газонаполнение заметно возрастает, а с повышением температуры, наоборот, газонаполнение уменьшается.
Электромагнитные силы в электролизере
Изучение магнитных полей в алюминиевых электролизерах и применение полученных результатов в практической деятельности было одним из главных факторов улучшения выхода по току и сокращения потребления энергии при производстве алюминия, достигнутые за последних два десятилетия [3, 4]. В этом разделе рассмотрены основы электромагнетизма в приложении к производству алюминия электролизом. Более подробные сведения можно найти в многочисленных публикациях, в журналах и научно-технических сборниках.
Прежде чем приступить к изучению влияния магнитного поля на работу алюминиевого электролизера, рассмотрим определение параметров и понятий, которые специфичны при изучении электромагнетизма.
Магнитные свойства материалов. Известно [5], что все вещества в отношении их магнитных свойств делятся на три группы: диамагнитные, парамагнитные и ферромагнитные. У диамагнитных веществ относительная магнитная проницаемость μr немного меньше единицы (Сu, Bi), а у парамагнитных веществ μr - немного больше единицы (Al, Si, С, Mg, Na, Li). У ферромагнитных веществ (Fe, Ni, Со) μr много больше единицы и доходит до 104, а у некоторых материалов даже до 106. Согласно существующей классификации все вещества делятся на: ферромагнитные, у которых μr много больше единицы, и неферромагнитные, у которых μr практически равно единице [5].
Магнитное поле - особое состояние материи. На проводник с током, помещенный в магнитное поле, действует сила, прямо пропорциональная вектору тока.
Связь магнитного поля с током. Магнитное поле создается током, который не обязательно должен протекать в непосредственной близости от пространства, где присутствует поле.
Основные величины, характеризующие магнитное поле – это магнитная индукция В и намагниченность J. Магнитная индукция - векторная величина, определяемая по силовому воздействию магнитного поля на ток. Намагниченность - магнитный момент единицы объема вещества. Кроме этих двух величин, магнитное поле характеризуется также напряженностью магнитного поля I. Эти три величины В, J, I связаны друг с другом следующей зависимостью [2]:
B=μ0*(H+I)= μ0* μr*H (8.2)
где μ0- постоянная, характеризующая магнитные свойства вещества в вакууме;
μг-относительная магнитная проницаемость (безразмерная величина). Для алюминия, который является парамагнитным веществом, μr = 1 и поэтому ее можно не учитывать.
Так как магнитная индукция, в нашем случае, рассматривается не в вакууме, а в электролизере, а для алюминия μr = 1, можно утверждать, что
В = H (8.3)
Единицей измерения магнитной индукции В является тесла (Тл - в системе СИ). Применяются и другие единицы измерения, соотношения между которыми приведено ниже:
1 Тл = 1 Вб/м2 = 1В*с/м2 = 1 Н/А*м2 = 104 Гс = 108 Мкс/м2, (8.4)
где Вб - вебер;
В - вольт;
с - секунда;
Н - ньютон;
Гс - гаусс;
Мкс - максвелл.
В зарубежной практике магнитную индукцию в алюминиевом электролизере обычно измеряют в гауссах.
Одним из основных проявлений магнитного поля является его воздействие на проводник с током, помещенным в это поле. Опыт показывает, что сила F, с которой магнитное поле воздействует на элемент проводника длиной dl с током I, определяется следующим выражением:
F =I*(dl*B)=I*(dl*H) (8.4)
Для расчетов удобнее рассматривать силу f, действующую на 1 см3 расплава:
f=0.1*(i*H), (8.5)
где f - электромагнитная сила, Н/см3;
i - плотность тока в расплаве, А/см2;
Н- напряженность магнитного поля, А/см.
Следует обратить внимание на то, что электромагнитная сила - векторная величина, которая пропорциональна произведению плотности тока на напряженность магнитного поля. Протекающий по алюминиевым электролизерам ток, создает магнитное поле, напряженность которого пропорциональна этому току. А так как электромагнитная сила f равна произведению значений силы тока и напряженности магнитного поля, то возникающие электромагнитные усилия (при прочих равных условиях) пропорциональны квадрату силы тока. Поэтому по мере увеличения силы тока на электролизерах, электромагнитные силы возрастают в квадрате, что вызывает необходимость более тщательного подхода к расчету электромагнитных сил, возникающих в расплаве.
Определение и анализ электромагнитных сил удобнее производить по их проекциям на координатные оси, которые в общем случае выражаются уравнениями:
fx = 0,1-(iyHz-izHy),
fy=0,1(izHx-ixHz), (8.7)
fz = 0,1(ixHy-iyHx),
где ix, iy, iz, Hx, Hy, Hz - продольная, поперечная и вертикальная составляющие плотности тока (А/см2) и напряженности магнитного поля (А/см), соответственно.
Направление силы, с которой магнитное поле действует на проводник с током, всегда перпендикулярно к направлению тока и к направлению магнитного поля. При определении направления электромагнитной силы обычно рекомендуется пользоваться правилом правой или левой руки. Такая неопределенность зависит от принятого направления тока. Если условно за направление тока принято направление движения положительных зарядов, то, в этом случае, следует пользоваться правилом правой руки. Если же за направление тока принято направление движения электронов, то следует пользоваться правилом левой руки. Связь между направлением тока (положительных зарядов) и направлением созданного им магнитного поля определяется правилом буравчика.
Электромагнитная сила возникает в любой точке электролизера, но ее воздействие проявляется только в расплаве, в котором изменяется форма поверхности металла, деформируется междуполюсное расстояние (МПР), возникает циркуляция и т.д. Электромагнитные силы возникают и в других частях электролизера, но они не приводят к каким-либо последствиям, и поэтому их не следует учитывать.
В жидком металле имеет место взаимодействие двух физических полей - электрического и магнитного. Взаимодействие магнитного поля проводника и протекающего через него тока генерируют так называемую силу Лапласа (электромагнитную индукцию), действующую на единицу объема расплавленной среды перпендикулярно движению тока (правило правой руки). Именно силы Лапласа вызывают перемещение расплавленного металла.
Схематически характер возникновения и воздействия электромагнитных сил на расплавленный металл и электролит в электролизере ВТ изображен на рисунке 8.5.
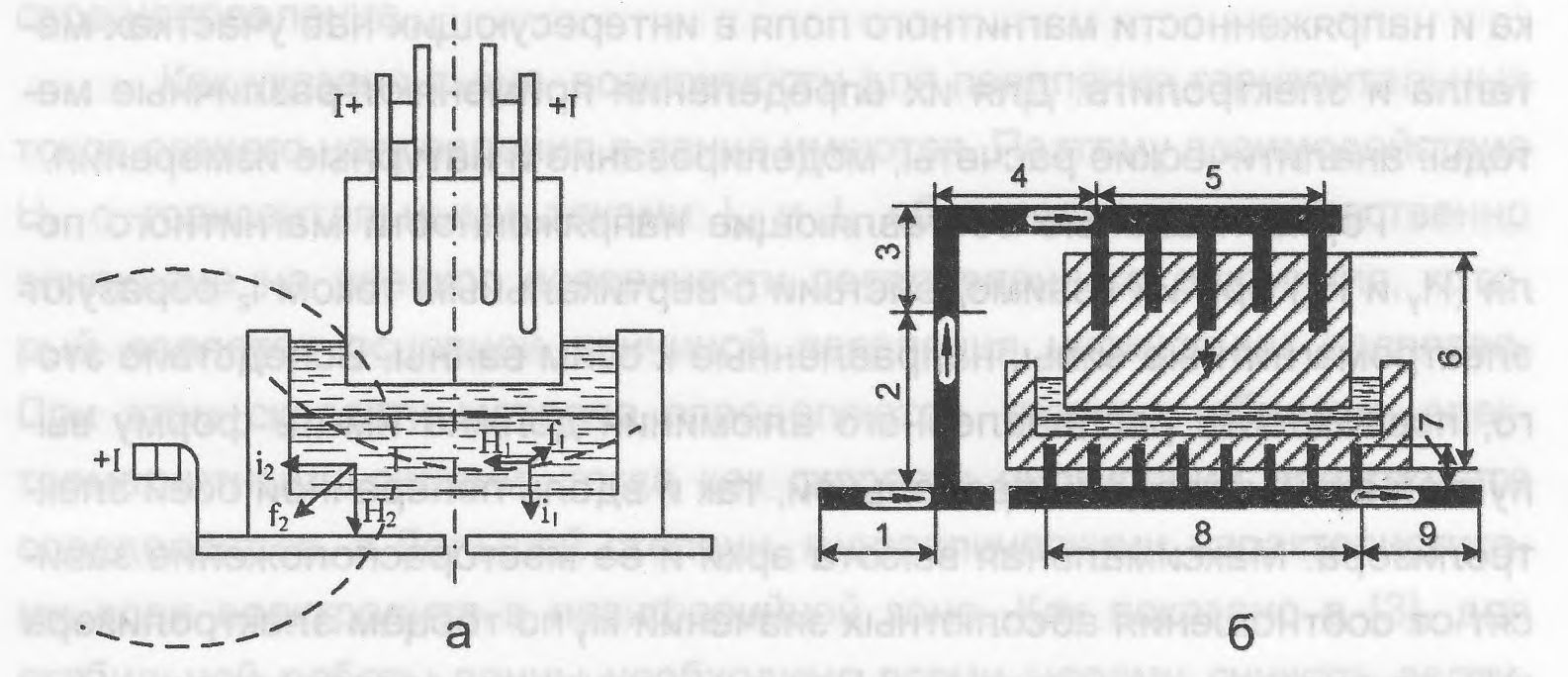
Рисунок 8.5 - Схема действия сил Лапласа в расплаве электролизера
На рисунке 8.5 показано взаимодействие магнитного поля, создаваемого током, протекающим по анодным шинам, с вертикальным током в металле. Хорошо видно (используя правило буравчика), что вектор напряженности магнитного поля от тока анодных шин направлен параллельно поперечной оси ванны справа налево (Н1), а от тока катодной шины (Н2) - вертикально
вниз. Применив правило левой руки, получим, что от взаимодействия магнитного поля, создаваемого током в анодных шинах, с вертикальным током в металле (i1) возникают электромагнитные силы, перпендикулярные к плоскости рисунка в сторону от читателя (f1). От взаимодействия же магнитного поля катодной шины (Н2) с поперечным током в металле (i2) возникают силы противоположенного направления (f2).
Воздействие сил Лапласа весьма многообразно. В значительной мере это связано с тем, что ток в расплавленном металле протекает не строго вертикально, а под некоторым углом, в направлении меньшего электрического сопротивления, например к тем участкам подины, которые свободны от настылей и осадков. Поэтому вектор плотности тока в металле можно разложить на три составляющие: Iz - вертикальная и Iу и Iх - две горизонтальные (поперечная - Iу и продольная - Iх).
Наиболее сильное влияние оказывает взаимодействие вертикальной составляющей магнитной индукции Bz с горизонтальными токами в металле Iх и Iу. В результате взаимодействия с поперечным током Iу (от центра к борту), значение которого зависит преимущественно от состояния бортовых настылей, возникают продольные электромагнитные силы, сдвигающие металл к центру ванны (к поперечной оси) и увеличивающие продольный перекос алюминия. Если направление поперечного тока от борта к центру, то его взаимодействие с Bz вызывает силы обратного направления. В обоих случаях имеют место значительные колебания поверхности расплавленного алюминия.
Взаимодействие Bz с горизонтальным током, протекающим в том же направлении, что и ток серии, вызывает поперечные электромагнитные силы, которые на входной половине ванны направлены к продольной оси, а на выходной - к бортам ванны. При обратном направлении тока электромагнитные силы будут действовать в противоположном направлении.
Профиль скорости циркуляции металла формируется под действием вихревой силы. Эпюра циркуляции металла носит многоконтурный характер, т.е. в пределах одного электролизёра имеет место несколько контуров циркуляции.
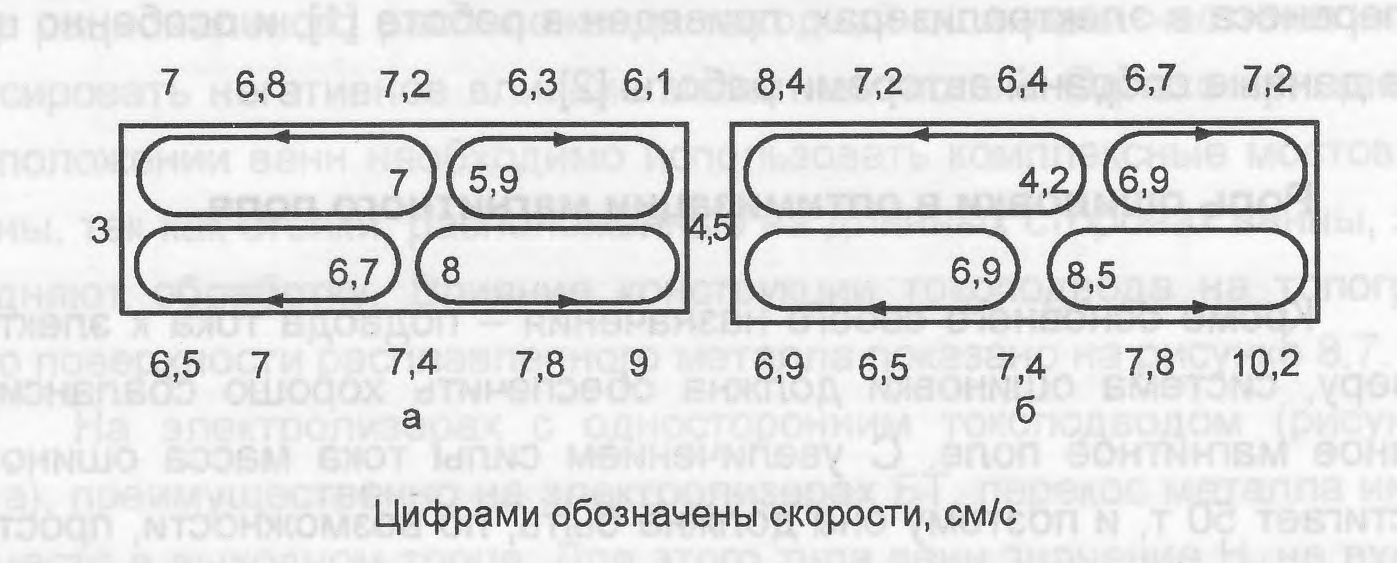
Рисунок 8.6 - Схемы циркуляции электролита (а) и катодного металла (б) в электролизерах ВТ на силу тока 150 кА
Максимальная скорость циркуляции может достигать 15-20 см/с и более. На рис. 8.6, б приведен пример многоконтурного поля циркуляции металла в ванне.
Горизонтальные составляющие магнитной индукции By и Bх, взаимодействуя с вертикальным током Iz, вызывают электромагнитные силы, направленные к поперечной и продольной осям, т.е. к середине ванны. При этом поверхность металла приобретает куполообразную форму или форму выпуклой арки, как вдоль продольной, так и поперечной осей ванны. Однако возникающие в расплавленном металле горизонтальные токи Iу и Iх при взаимодействии с вертикальной составляющей магнитной индукции Bz вызывают силы других направлений и меняют конфигурацию перекоса. На промышленных электролизерах перекос металла составляет 2-5 см и более. На рис. 1.4 показан пример реальной конфигурации зеркала металла и перекоса границы раздела «металл-электролит».
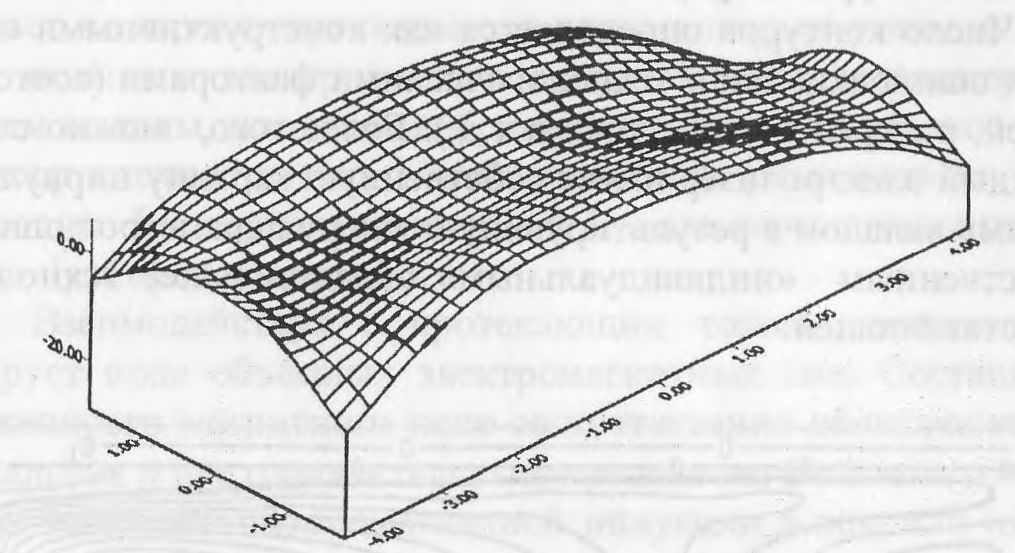
Рис. 1.4. Конфигурация зеркала металла на промышленном электролизере
Для обеспечения устойчивой работы ванн необходимо применить следующие мероприятия: увеличить МПР, повысить уровень металла, снизить анодную плотность тока, улучшить параметры ошиновки (Bz); сблизить площадь катодного металла с проекцией анода или анодного массива; увеличить разность плотностей металла и электролита (повысить к.о., увеличить температуру электролита). Необходимо учесть, что выполнение всех перечисленных требований одновременно мало вероятно, а часть из них не может быть выполнена по ряду известных условий (к.о., анодная плотность тока и т.д.)
На нормально работающей ванне высота волн в пространстве между анодом и бортом составляет 4 см и более, а под анодом примерно в два раза меньше. При усилении МГД-нестабильности электролизёра высота волн соответственно возрастает. Однако на электролизёрах малой мощности возможность короткого замыкания металла с анодом мало вероятна. Это говорит о том, что при относительно небольшой силе тока отсутствуют значительные электромагнитные силы, способные привести к развитию МГД-возмущений, как по перекосу металла, так и устойчивости поверхности раздела металл/электролит. Однако на электролизёрах повышенной мощности такая вероятность всегда существует.
Роль ошиновки в оптимизации магнитного поля
Кроме основного своего назначения - подвода тока к электролизеру, система ошиновки должна обеспечить хорошо сбалансированное магнитное поле. С увеличением силы тока масса ошиновки достигает 50 т, и поэтому она должна быть, по возможности, простой, поскольку ее стоимость составляет около 10% общих затрат на сооружение серии. Малое сечение ошиновки приведет к большим потерям напряжения в серии, а низкая плотность тока в ней увеличит расходы на ее сооружение, но уменьшит потери энергии.
Обычно ванны Эру-Холла силой тока до 150-160 кА располагают в корпусе продольно в два ряда. Расстояние между рядами составляет около 10 м, для обеспечения проезда транспорта и обрабатывающей техники. Однако и такое значительное расстояние приводит к влиянию магнитного поля соседнего ряда ванн. Так, при расстоянии 10 м и токе 125 кА соседний ряд ванн будет образовывать в расплаве напряженность, равную 25 Гс, что не может не сказаться на технологическом состоянии ванн.
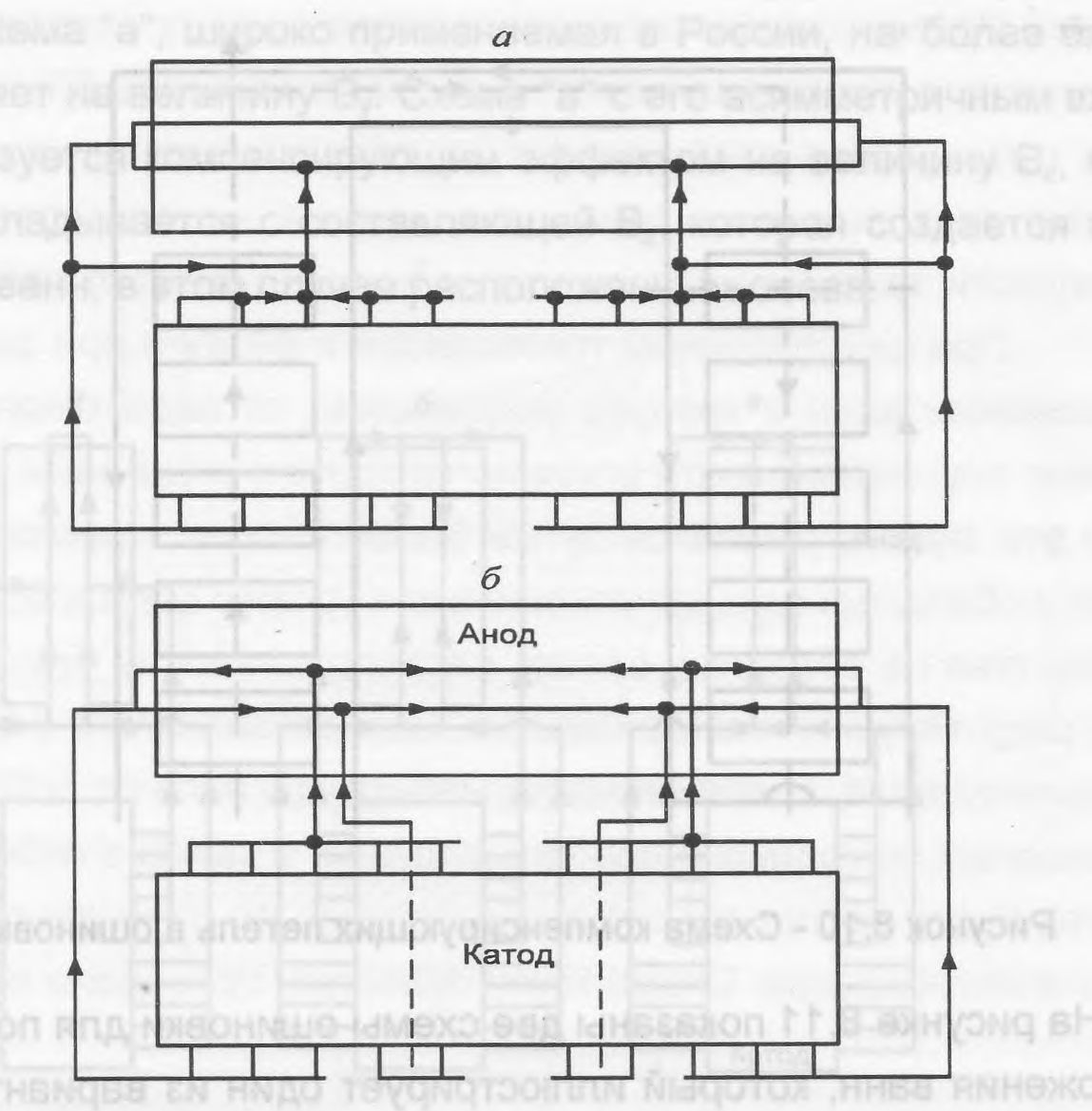
Поэтому при повышении тока выше 150 кА в зарубежной практике нередко используют поперечное расположение ванн с размещением стояков по длинным сторонам электролизера. Это позволяет за счет рационального расположения катодной ошиновки частично компенсировать негативное влияние магнитных полей. Однако при таком расположении ванн необходимо использовать комплексные мостовые краны, так как стояки, расположенные на длинных сторонах ванны, затрудняют обработку. Влияние конструкции токоподвода на топографию поверхности расплавленного металла показано на рисунке 8.7.
На электролизерах с односторонним токоподводом (рисунок 8.7 а), преимущественно на электролизерах БТ, перекос металла имеет место в выходном торце. Для этого типа ванн значение Ну на входном торце достигает 170 Гс и значительно меньше (до 90 Гс) - на выходном. Это объясняется тем, что Ну на входном торце является суммой напряженностей от тока по стоякам и по аноду, которые одинаково направлены, а в выходном торце они противоположны, и поэтому Ну - есть разность напряженностей этих полей. На рисунке 8.7 б представлена типичная картина для электролизеров при продольном размещении их в корпусе и двухстороннем подводом тока к аноду. Здесь межфазная граница искривлена за счет бугра в центре.
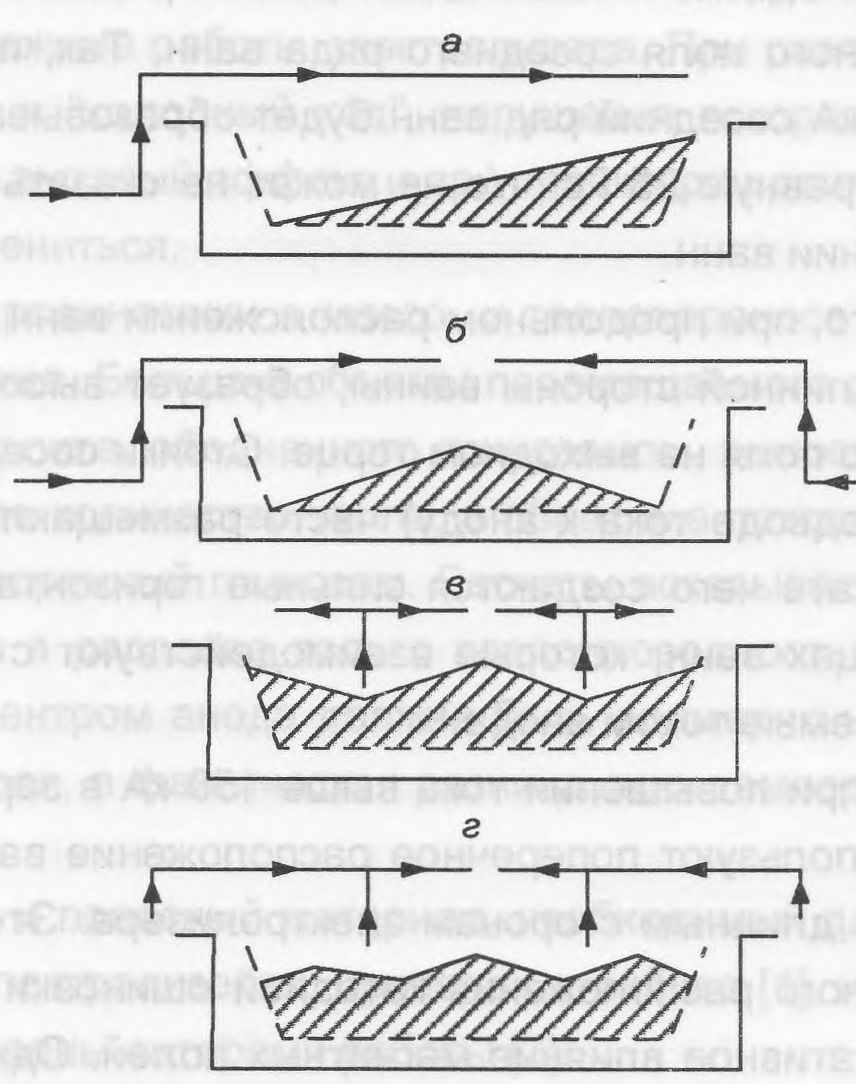
а - односторонний подвод тока к аноду; б-двухсторонний подвод тока к аноду; в - подвод тока к аноду с продольных сторон; г- комбинированный подвод тока к аноду с торцов и продольных сторон
Рисунок 8.7 - Влияние расположения стояков на топографию металла
На рисунке 8.7 в и г показаны ошиновки для ванны с ОА на силу тока более 150 кА. Основная идея - расположить ошиновку таким образом, чтобы зеркало металла было как можно более плоским.
Поперечное расположение ванн позволяет весь ток или его часть с входного торца пропустить под низом катода, чтобы избежать пропуска всего тока вокруг углов ванны, где значения напряженности магнитного поля самые большие.
При одностороннем токоподводе к аноду, который широко применяется в России на всех типах электролизеров БТ, предложить какие либо усовершенствования не представляется возможным, и поэтому этот вид ошиновки используется на электролизерах малой мощности, где влияние магнитного поля ощущается слабо.
При двустороннем токоподводе к аноду и при двухрядном расположении ванн в корпусе (независимо от вида токоподвода) очень важно скомпенсировать влияние соседнего ряда ванн. Наиболее просто эта задача решается путем более высокого расположения катодных и обводных шин, по отношению к уровню металла, и увеличением силы тока на обводных шинах, расположенных на ближней к соседнему ряду стороне электролизера. Вследствие этого вертикальная составляющая Hz напряженности магнитного поля от собственных токов в анодных, катодных и обводных шинах, а также в гибких анодных пакетах будет распределена асимметрично по отношению к продольной оси электролизера. Схема такой ошиновки приведена на рисунке 8.8.
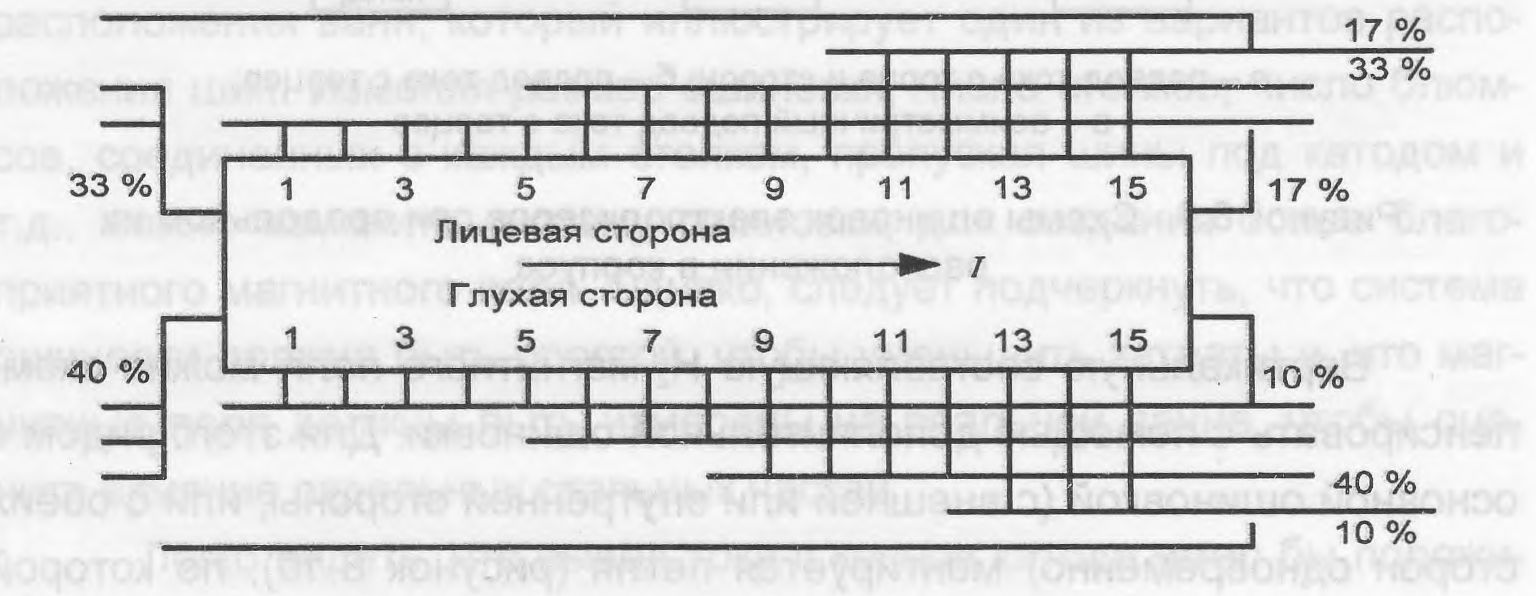
Рисунок 8.8 - Схема двухсторонней асимметричной ошиновки
Как видно из этого рисунка, распределение тока на входном торце составляет 33 и 40%, а на выходном, соответственно, - 17 и 10%. Именно по такой схеме и выполнены все ошиновки на электролизерах типов С8Б и С8БМ.
На рисунке 8.9 показано три вида ошиновки при продольном расположении ванн. Схема "б" весьма удобна для двустороннего подвода тока, а схема "а", широко применяемая в России, наиболее благоприятно влияет на величину Ву. Схема "в" с его асимметричным входом характеризуется компенсирующим эффектом на величину Bz, поскольку она складывается с составляющей Bz, которая создается соседним рядом ванн, в этом случае расположенным слева.
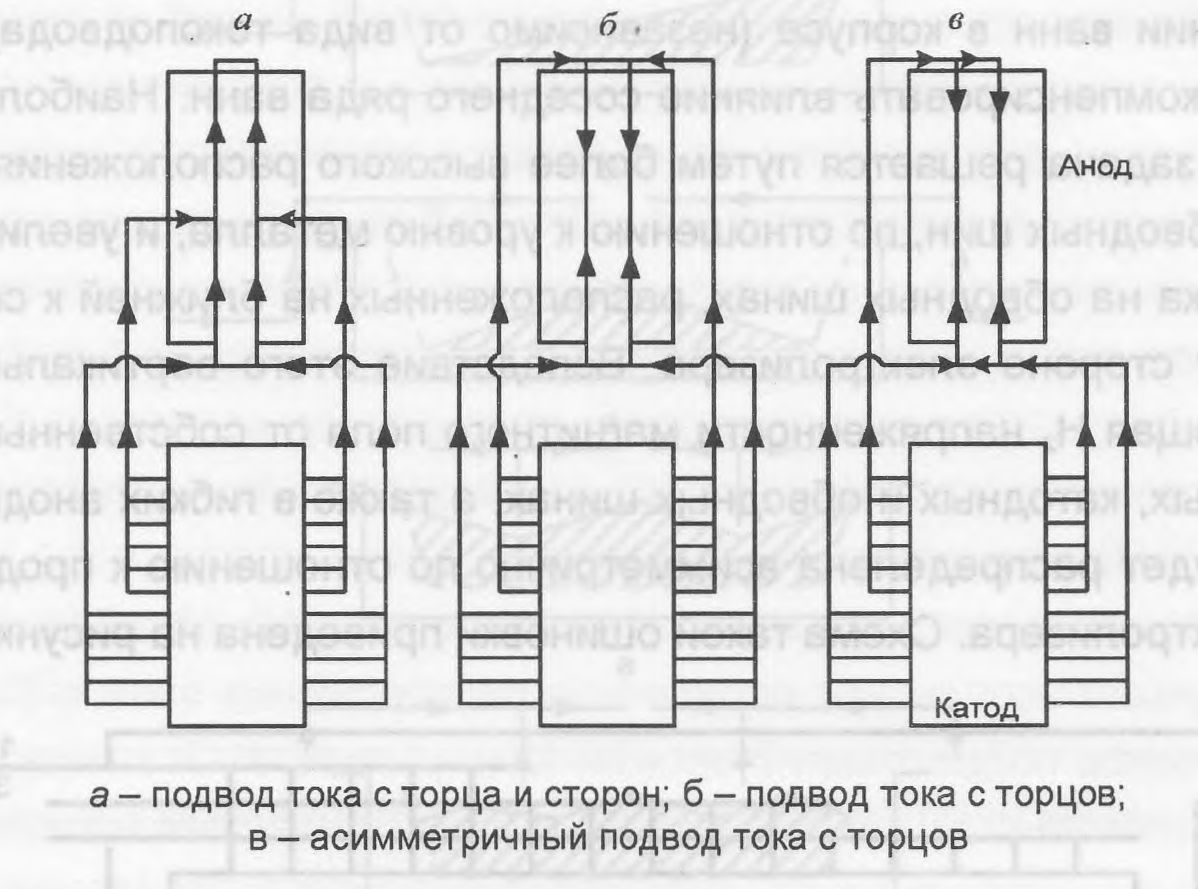
Рисунок 8.9 - Схемы ошиновок электролизеров при продольном их расположении в корпусе
Вертикальную составляющую Hz магнитного поля можно скомпенсировать с помощью дополнительной ошиновки. Для этого рядом с основной ошиновкой (с внешней или внутренней стороны, или с обеих сторон одновременно) монтируется петля (рисунок 8.10), по которой течет ток (около 10 кА) от собственного источника. При этом направление тока во внутренней петле должно совпадать с направлением тока серии, а во внешней петле - оно должно быть противоположным. Для этого петли могут быть соединены последовательно. Такой метод сбалансирования вертикальной составляющей дорог, но иногда применяется, например, на заводе "ALUAR" (г. Пуэрто Мадрин, Аргентина) и на "САЗе".
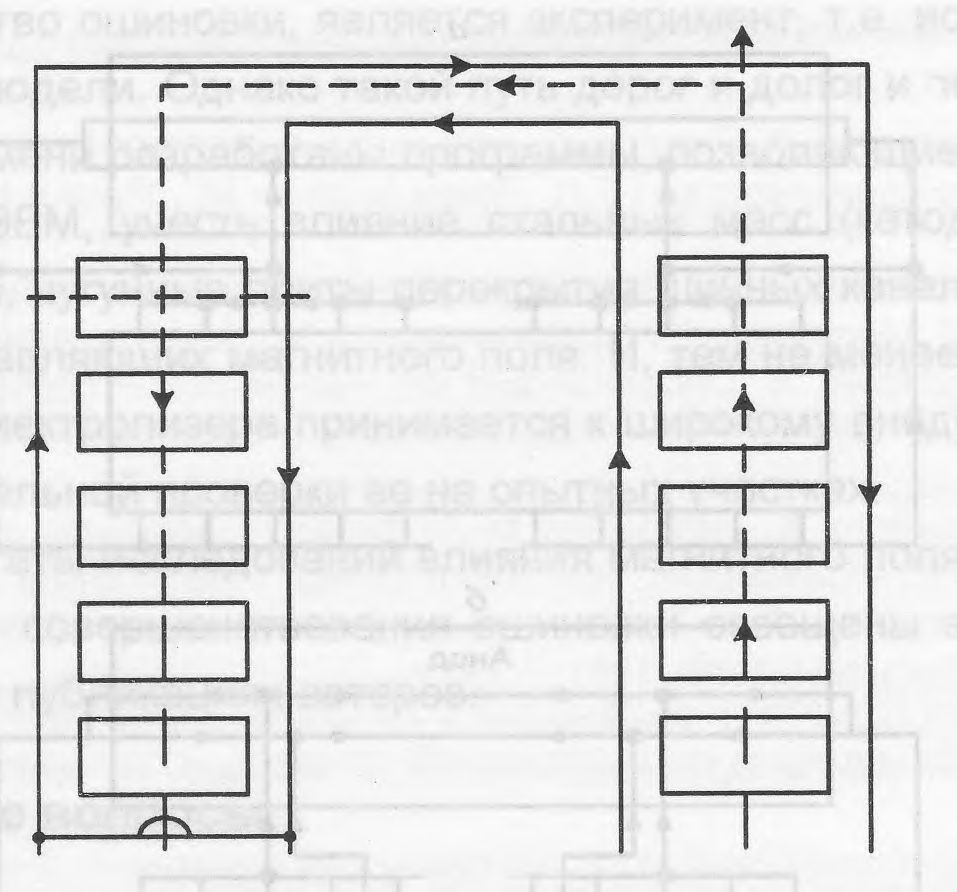
Рисунок 8.10 - Схема компенсирующих петель в ошиновке
На рисунке 8.11 показаны две схемы ошиновки для поперечного расположения ванн, который иллюстрирует один из вариантов расположения шин. Изменяя размер ошиновки, число стояков, число блюмсов, соединенных с каждым стояком, пропуская шины под катодом и т.д., можно изменить систему ошиновки, для создания более благоприятного магнитного поля. Однако, следует подчеркнуть, что система ошиновки должна быть простой, чтобы уменьшить затраты и, что магнитные поля должны быть измерены на реальной ванне, чтобы оценить влияние отдельных стальных частей.
Легко видеть, что вывод тока с концов катода имел бы положительный эффект на величину вертикального магнитного поля в углах (хотя, по-прежнему, безо всякой пользы). Компоненты горизонтального магнитного поля будут быстро возрастать при расположении ошиновки ниже уровня металла, так как они зависят от синуса угла между металлом и шиной. Такое расположение шин вызовет несколько меньшую вертикальную составляющую магнитного поля в металле, которая изменяется как косинус угла между металлом и шиной.
а - подвод тока к аноду с торцов и продольной стороны; б - подвод тока к аноду с торцов и продольной стороны, но шины проходят под катодным кожухом
Рисунок 8.11 - Конфигурации ошиновки при поперечном расположении ванн в
корпусе
При прохождении тока под катодом возрастает, главным образом, горизонтальная компонента поля. Возрастают несколько вертикальная компонента и компонента, связанная с разницей в уровнях между металлом и ошиновкой. Если необходимо увеличить вертикальную составляющую, например, для компенсации больших величин магнитного поля в углах, ошиновка должна быть расположена таким образом, чтобы угол между анодным ребром и шиной был равен 45 0 по отношению к горизонтальной плоскости. Следует подчеркнуть, что до сих пор при рассмотрении влияния магнитного поля на технологию ванны, не учитывалось влияние ее стальных элементов ванны на электромагнитные силы, что может вносить определенные ошибки в результаты расчетов. Поэтому, наиболее убедительным способом оценить качество ошиновки, является эксперимент, т.е. исследования ошиновки на модели. Однако такой путь дорог и долог и поэтому к настоящему времени разработаны программы, позволяющие с помощью расчетов на ЭВМ, учесть влияние стальных масс (катодный кожух, анодная балка, чугунные плиты перекрытия шинных каналов и пр.) на значения составляющих магнитного поля. И, тем не менее, до сих пор конструкция электролизера принимается к широкому внедрению только после тщательной проверки ее на опытных участках.








