 2015-08-12
2015-08-12 6008
6008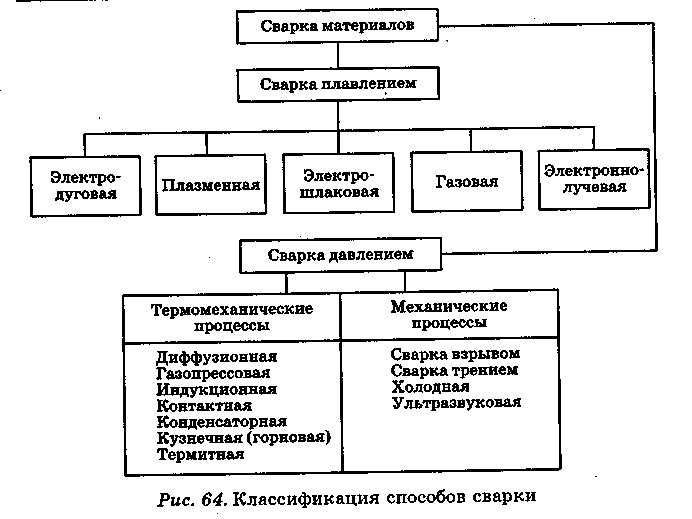 Любое изделие, если оно состоит больше, чем из одной детали, в конечном счете является результатом соединения материалов этих деталей. В настоящее время из всех способов неразъемного соединения материалов преимущественное применение имеет сварка. Она менее трудоемка и позволяет значительно экономить металл. В частности, замена клепаных соединений сварными позволяет уменьшить массу конструкции из низкоуглеродистых сталей на 10...25 % за счет уменьшения площадей поперечного сечения в месте соединения. Кроме того, сварка обеспечивает особо высокую степень герметичности соединений, что весьма важно при производстве различных технологических резервуаров, емкостей, химических аппаратов и др. Важно и то, что сварочное оборудование для многих широко распространенных способов сварки отличается простотой устройства и обслуживания, а дефекты сварных швов в большинстве случаев исправимы, поэтому сварка вытесняет заклепочные соединения в транспортном машиностроении, автостроении, производстве котлов и другого оборудования.Перспективно применение сварки в литейном производстве. Сварные конструкции, как показывает практика, имеют более высокие механические свойства и меньший вес благодаря отсутствию литейных уклонов и больших припусков на механическую обработку.Во многих тяжелых машинах вместо традиционных литых и кованых применяют сварно-литые, сварно-кованые и сварно-прокатные конструкции. Получение таких конструкций стало возможным благодаря электрошлаковой сварке.Сваркой можно соединять также пластмассы, керамику, стекло и даже ткани живого организма.В настоящее время специалисты работают над усовершенствованием существующих и созданием принципиально новых методов сварки и соответствующего сварочного оборудования с целью повышения качества сварочных работ. Важное значение имеет также разработка новых высокопроизводительных методов и средств контроля качества сварных швов, способов защиты наплавленного металла от окисления и насыщения азотом, от выгорания легирующих присадок.
Любое изделие, если оно состоит больше, чем из одной детали, в конечном счете является результатом соединения материалов этих деталей. В настоящее время из всех способов неразъемного соединения материалов преимущественное применение имеет сварка. Она менее трудоемка и позволяет значительно экономить металл. В частности, замена клепаных соединений сварными позволяет уменьшить массу конструкции из низкоуглеродистых сталей на 10...25 % за счет уменьшения площадей поперечного сечения в месте соединения. Кроме того, сварка обеспечивает особо высокую степень герметичности соединений, что весьма важно при производстве различных технологических резервуаров, емкостей, химических аппаратов и др. Важно и то, что сварочное оборудование для многих широко распространенных способов сварки отличается простотой устройства и обслуживания, а дефекты сварных швов в большинстве случаев исправимы, поэтому сварка вытесняет заклепочные соединения в транспортном машиностроении, автостроении, производстве котлов и другого оборудования.Перспективно применение сварки в литейном производстве. Сварные конструкции, как показывает практика, имеют более высокие механические свойства и меньший вес благодаря отсутствию литейных уклонов и больших припусков на механическую обработку.Во многих тяжелых машинах вместо традиционных литых и кованых применяют сварно-литые, сварно-кованые и сварно-прокатные конструкции. Получение таких конструкций стало возможным благодаря электрошлаковой сварке.Сваркой можно соединять также пластмассы, керамику, стекло и даже ткани живого организма.В настоящее время специалисты работают над усовершенствованием существующих и созданием принципиально новых методов сварки и соответствующего сварочного оборудования с целью повышения качества сварочных работ. Важное значение имеет также разработка новых высокопроизводительных методов и средств контроля качества сварных швов, способов защиты наплавленного металла от окисления и насыщения азотом, от выгорания легирующих присадок.
56. Сущность технологического процесса электродуговой сварки и характеристика сварочного оборудования
Сущность ручной дуговой сварки состоит в том, что свариваемые детали и электрод
расплавляются электрической дугой, возникающей между электродом и деталями.
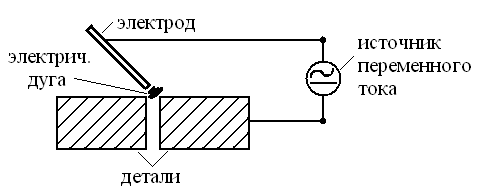
Температура дуги до 6000 градусов, она плавит электрод, детали. Жидкий металл
перемешивается и после охлаждения образуется сварной шов.
Сварка может происходить или на постоянном токе, или на переменном. На постоянном
токе дуга горит более устойчиво, более высокое качество наплавленного шва, однако
оборудование сварочного поста более сложное, поскольку нужны достаточно мощные
выпрямители. Поэтому в большинстве случаев сварка происходит на переменном токе. При
этом основным оборудованием сварочного поста является сварочный трансформатор,
работающий последовательно с дросселем.
Основными технологическими параметрами, определяющими в значительной степени
качество сварочного шва, являются сила сварочного тока и напряжение. Силу тока
выбирают в зависимости от толщины свариваемых деталей, а сварочное напряжение
находится в пределах от 18 до 24В. Для снижения напряжения используется
трансформатор.
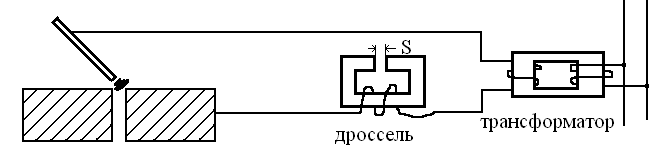
Принцип трансформатора: во сколько раз меньше витков на вторичной обмотке, чем на
первичной, во столько раз исходящее напряжение меньше входящего.
Трансформатор понижает напряжение до 18 - 24В.
Дроссель - индуктивное сопротивление. Его назначение - стабилизация горения
сварочной дуги и ограничение тока короткого замыкания.
Короткое замыкание:
I =  , если R
, если R  0, то I
0, то I  , Q = I2Rt - возникает большая теплота, которая зажигает всё
, Q = I2Rt - возникает большая теплота, которая зажигает всё
вокруг.
В дросселе ЭДС самоиндукции останавливает сильный ток в случае замыкания.
Хорошей свариваемостью обладают низкоуглеродитсые стали. Высокоуглеродитсые стали
свариваются плохо, т.к. углерод выгорает в дуге.
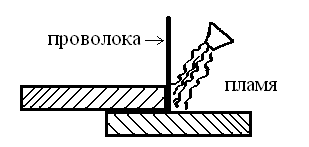
57. Сущность процесса газовой сварки и характеристика сварочного оборудования
Газовая сварка используется, как и контактная, для соединения сравнительно
тонкостенных деталей (листов толщиной до 2 мм, труб). Сущность состоит сварки
состоит в том, что свариваемые детали разогреваются пламенем газовой горелки, в
которое устанавливается присадочная проволока. Свариваемые детали и проволока
оплавляются, жидкий металл при этом перемешивается, и после затвердевания образуется
сварной шов.
В качестве горючего газа используют или природный газ, или ацетилен. Природный газ
поставляют к месту производства работ в баллонах, окрашенных в красный цвет.
Кислород, который необходим для сварки, поставляют в баллонах, окрашенных в синий
цвет. Смешивание кислорода и горючего газа происходит в газовой горелке. Ацетилен
чаще всего получают на месте производства работ путём реакции карбида кальция с
водой: CaС2 + 2 Н2О = С2Н2 + Са(ОН)2
Реакция происходит в специальном газовом генераторе. При разложении 1 кг карбида
получается 300 - 315 литров ацетилена. Реакция идёт очень быстро и в случае избытка
газа в конструкции генератора предусмотрена остановка реакции.
Также ацетилен может поставляться в баллонах, окрашенных в белый или жёлтый цвет.
Основным технологическим параметром газовой сварки является мощность газового
пламени. Эта мощность регулируется сменными наконечниками газовой горелки.








