 2015-08-21
2015-08-21 428
4281. Study example target translation. Give your own version where you can improve upon the target text. Then prepare your target abstract.
The SMART® Segment:
A Quantum Leap in Caster Innovation
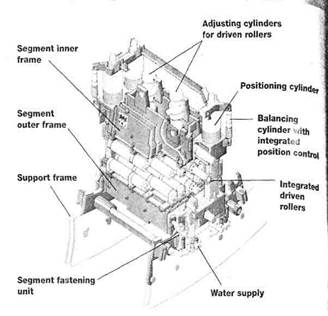
| The SMART® Segment: A Quantum Leap in Caster Innovation VAI's new SMART® segment (for Single-Minute Adjustment and Restranding Time) is the ideal solution for enabling rapid changes in the casting thickness, particularly for soft reduction requirements. Contrary to other systems based on the manual adjustment of the roller gaps using shims, the SMART® Segment features four hydraulically activated adjusting cylinders which automatically determine the size of the roller gap on the basis of on-line position measurements. With this elegant and simple solution, fast roller gap adjustment is assured for any slab thickness within a certain design range. Manual work at the machine is no longer required for adjusting the casting thickness МАIN BENEFITS Remote adjustment of the strand guide system Single-minute adjustment of the new casting gap immediately after the hot strand exits from the segment Flexibility to cast every slab thickness within the specified design range Capability to cast slabs with any desired gap profile (parallel, tapered and locally tapered for soft reduction) Maximum machine availability with the use of robust on/off hydraulic valves, instead of expensive, sensitive and maintenance-intensive servovalves l-STAR Rollers—ideal Support Under Ail Conditions VAI's unique l-STAR Roller (Intermediately Supported Trans-Axle Roller) features closely spaced rollers with narrow diameters for assuring optimum strand shell support. Intermediate roller support minimizes roller deformation, which is particularly important during transient casting conditions. The rollers consist of an axle with center-bore cooling, self-aligning and separately cooled standard roller bearings, as well as roller jackets with a wear-resistant overlay welding. The sandwich design allows the roller surface to be renewed for repeated roller usage. The driven and non-driven rollers are basically of identical design, differing only by the shaft with coupling flange. MAIN BENEFITS Intermediately supported rollers for minimum roller deformation and ideal strand shell support Internal roller and bearing cooling for long service lifetime Reduced roller bearing loads Lowest possible unsupported slab width in roller bearing zone Driven and non-driven rollers of same basic design Ideally suited for the requirements of soft reduction and thin slab casting Superior slab surface and internal quality | ЛАНКА АПАРАТА SMART Квантовий стрибок у ливарній справі Нова ланка механізму від компанії VAI SMART (швидкий час регулювання і заміна смуги) є ідеальним рішенням, яке дає можливість швидко змінювати товщину лиття, зокрема при малих вимогах коефіцієнт витяжки. На відміну від інших систем, що засновані на ручному регулювання зазорів з використанням прокладки між валками, система S:MART характеризується наявністю чотирьох циліндрів, що працюють на гідравліці: вона автоматично визначають розмір зазору між валками за допомогою комп'ютерів. З цим першокласним і простим рішенням, забезпечується швидке регулювання зазору для сляба будь-якої товщини з деякою різницею у формі. Для регулювання товщини лиття більше не потрібно ручна робота на машині. ОСНОВНІ ПЕРЕВАГИ Дистанційне регулювання направляючої системи, по якій йде смуга. Швидке регулювання нового зазору для лиття, відразу після того як із апарату виходить гаряча смуга. Більш широкі можливості при відливці кожного сляба з різною товщиною і визначеним розміром. Можливість відливки слябів з будь-яким необхідним профілем (рівнобіжний, конічний і локально конічний для малого коефіцієнта витяжки) Максимальна приступність машини з використанням постійних гідравлічних клапанів замість дорогих і потребуючих делікатного використання додаткових клапанів, які важко обслуговувати. I-STAR Rollers — Ідеальна підмога для всіх умов Унікальний I-STAR Roller (циліндр із ведучим мостом у блоці з коробкою передач, який знаходиться безпосередньо під опорою) характеризується близьким розташуванням валків малого діаметру, які забезпечує максимальну опору стрічки. Безпосередня опора валка знижує деформацію валка, що є дуже важливим у ході перехідних умов лиття. Валки складаються зі шпинделю з центральними, самосполученими підшипниками з роздільним охолодженням, і кожухів валків з верхнім зносостійким зварюванням. Конструкція, що нагадує сэндвич, дозволяє відновити поверхню валка для багаторазового використання. Валки з приводом і без нього в основному мають схожий вид, але відрізняються валом зі сполучним фланцем. ОСНОВНІ ПЕРЕВАГИ Валки знаходяться безпосередньо під опорою, що зменшує деформацію. валка до мінімуму. Існує внутрішнє охолодження валка і підшипника для збільшення терміну служби Зменшене навантаження на підшипники. Найменша ширина сляба в зоні підшипника валка. Валки однакової конструкції з приводом і без нього Ідеально підходить для вимог малого коефіцієнта витяжки і тонкого виливка сляба. Чудова поверхня сляба і внутрішня якість. |
2. Read the following text. Decide which ideas should be included in a summary. Then prepare your target abstract.








