 2015-08-21
2015-08-21 2654
2654ГЛАВАХ. ОБРАБОТКА ЗАГОТОВОК НА ШЛИФОВАЛЬНЫХ СТАНКАХ
ХАРАКТЕРИСТИКА МЕТОДА ШЛИФОВАНИЯ
Шлифованием называют процесс обработки Заготовок резанием с помощью абразивных кругов. Абразивные зерна расположены в круге беспорядочно и удерживаются связующим материалом. При вращательном движении круга в зоне его контакта с заготовкой часть зерен срезает материал в виде очень большого числа тонких стружек (до 100 000 000 в минуту). Шлифовальные круги срезают стружки на очень больших скоростях — от 30 м/с и выше. Процесс резания каждым зерном осуществляется почти мгновенно. Обработанная поверхность представляет собой совокупность микроследов абразивных зерен и имеет малую шероховатость. Часть зерен ориентирована так, что резать не может. Такие зерна производят работу трения по поверхности резания.
Абразивные зерна могут также оказывать на заготовку существенное силовое воздействие. Происходит поверхностное пластическое деформирование материала, искажение его кристаллической решетки. Деформирующая сила вызывает сдвиги одного слоя атомов относительно другого. Вследствие упругопластического деформирования материала обработанная поверхность упрочняется. Но этот эффект оказывается менее ощутимым, чем при обработке металлическим инструментом.
Тепловое и силовое воздействие на обработанную поверхность приводит к структурным превращениям, изменениям физико-механических свойств поверхностных слоев обрабатываемого материала. Так, образуется дефектный поверхностный слой детали. Для уменьшения теплового воздействия процесс шлифования производят при обильной подаче смазочно-охлаждающих жидкостей.
Шлифование применяют для чистовой и отделочной обработки деталей с высокой точностью. Для заготовок из закаленных сталей шлифование является одним из наиболее распространенных методов формообразования. С развитием малоотходной технологии доля обработки металлическим инструментом будет уменьшаться, а абразивным — увеличиваться.
РЕЖИМ РЕЗАНИЯ. СИЛЫ РЕЗАНИЯ
Для формообразования любой поверхности методом шлифования необходимо вращательное движение круга и относительное перемещение по одной из координатных осей (рис. 6.91). Перемещения вдоль осей могут быть заменены вращательным движением вокруг оси.
Основные элементы режима резания — скорость резания, подача и глубина резания. Для рационального ведения процесса шлифования необходимо выбирать их оптимальные значения.
Рис. 6.91. Элементы резания при шлифовании 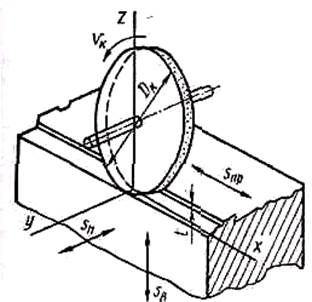 | Рис. 6.92. Сила резания при шлифовании 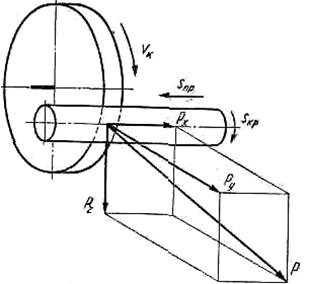 |
Скорость резания (м/с) равна окружной скорости точки на периферии шлифовального круга:

где nк — частота вращения круга, об/мин; Dк — наружный диаметр шлифовального круга, мм.
Подачами являются перемещения заготовки или инструмента вдоль или вокруг координатных осей. Выражения и размерности подач определяются схемами шлифования. Глубина резания t (мм) определяется толщиной слоя материала, срезаемого за один проход.
Оптимальные режимы резания выбирают по справочным данным.
Для расчета элементов шлифовальных станков, конструирования приспособлений для работы на них и оценки точности обработки необходимо знать силы резания. Силу резания Р, возникающую при шлифовании в зоне контакта круга и заготовки, для удобства расчетов разлагают по координатным осям на три составляющие (рис. 6.92): тангенциальную Pz, радиальную Ру и осевую Рx. Составляющую Ру используют в расчетах точности обработки, Рx — необходима для проектирования механизмов подач шлифовальных станков, Рz используют для определения мощности электродвигателя шлифовального круга.
Силы находят по справочным данным в зависимости от конкретных условий шлифования или по эмпирическим формулам. Для составляющей силы резания Pz (Н)

Коэффициент Срz, и показатели степени а, Ь и с также обусловлены условиями шлифования;  .
.
Радиальная составляющая силы резания
где k — коэффициент (k > 1).
Мощность электродвигателя, приводящего во вращение шлифовальный круг, кВт,
мощность электродвигателя, приводящего во вращение заготовку, кВт,
где h1 h2— соответственно КПД кинематических цепей передачи вращения кругу и заготовке.

