 2015-09-07
2015-09-07 539
539Стандартизация точности шпоночных
И шлицевых соединений
Шпоночные и шлицевые соединения предназначены для получения разъемных неподвижных соединений, передающих крутящие моменты. Они позволяют при необходимости осуществлять относительное осевое перемещение сопряженных деталей, например, при включении и выключении муфт или зубчатых колес.
Шпоночные соединения выполняют обычно по одной из переходных посадок. Их применяют в малонагруженных тихоходных передачах (кинематические цепи подач станков), в крупногабаритных соединениях (шестерни, маховики кузнечно-прессовых машин), во всех ответственных неподвижных соединениях (маховики двигателей внутреннего сгорания, центрифуги и т.д.), в единичных (опытных) экземплярах машин.
Шлицевые соединения совершеннее шпоночных. При одном и том же диаметре они передают значительно больший крутящий момент, обеспечивают высокую степень центрирования деталей, в них отсутствует съемная деталь – шпонка. В массовом и серийном производствах изготовление шлицевых деталей не сложнее и не дороже шпоночных, а сборка удобнее и быстрее.
(Самостоятельная работа)
Допуски и посадки шпоночных соединений,
их обозначение на чертежах
Размеры допуски и посадки шпоночных соединений с призматическими шпонками устанавливает ГОСТ 23360−78, с сегментными шпонками ГОСТ 24071−80.
Работоспособность шпоночных соединений определяется в основном точностью посадок по ширине шпонки  . Остальные размеры задают так, чтобы исключить возможность защемления шпонки по высоте или чрезмерное занижение поверхностей соприкосновения боковых сторон.
. Остальные размеры задают так, чтобы исключить возможность защемления шпонки по высоте или чрезмерное занижение поверхностей соприкосновения боковых сторон.
На рис. 54 приведены параметры призматических и сегментных шпонок. Для шпоночных пазов втулок на чертежах проставляют размер  как единственно удобный для контроля. На валах предпочтительно указывать
как единственно удобный для контроля. На валах предпочтительно указывать  , но допускается и размер
, но допускается и размер  .
.
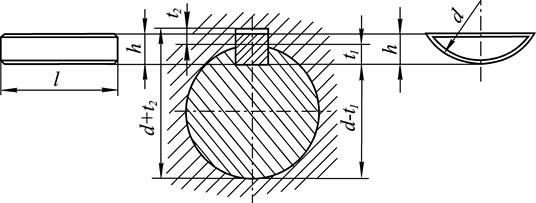
Рис. 54. Параметры призматических и сегментных шпонок
Высоту призматических шпонок выполняют по  (при высоте шпонок равной 2…6 мм – по
(при высоте шпонок равной 2…6 мм – по  ), длину
), длину  – по
– по  , длину пазов – по
, длину пазов – по  , диаметр
, диаметр
сегментных шпонок  − по
− по  . Как видно, из указанных элементам допуск всегда направлен «в тело», что гарантирует собираемость шпоночного соединения.
. Как видно, из указанных элементам допуск всегда направлен «в тело», что гарантирует собираемость шпоночного соединения.
По ширине призматических шпонок предусмотрено три варианта соединений: свободное, нормальное и плотное (рис. 55). Для сегментных применяют только нормальное и плотное.
Поля допусков для обоих типов шпонок одинаковы. Посадки выполняют только в системе вала, так как основной деталью является шпонка.
Наибольшее распространение в общем машиностроении получило нормальное соединение. Свободное соединение используется в том случае, если шпонка является направляющей на валу или при объемной термообработке сопрягаемых деталей.
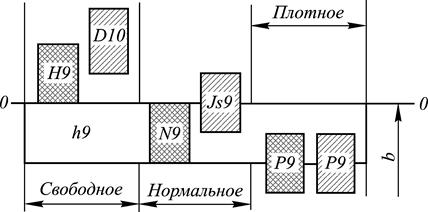 Рис. 55. Поля допусков для шпоночных соединений:
Рис. 55. Поля допусков для шпоночных соединений:
 - поле допуска на ширину шпонки; - поле допуска на ширину шпонки;  - поле допуска на ширину паза втулки; - поле допуска на ширину паза втулки;  - поле допуска на ширину паза втулки - поле допуска на ширину паза втулки
|








