 2015-09-06
2015-09-06 527
527Детали из листового материала толщиной до 1мм сваривают без присадочного металла. У листов в месте сварки делают отбортовку кромок. Сложенные вместе листы сваривают пламенем сварочной горелки расплавлением отбортованных кромок.
Более толстые листы сваривают с применением присадочной проволоки. Между листами делают зазор, который должен соответствовать толщине свариваемого металла, и скрепляют между собой прихватками. Для того чтобы во время выполнения прихваток зазор не уменьшился, между листами устанавливают прокладки, которые затем удаляются. Для стягивания кромок листовых конструкций и их закрепления применяют болтовые стяжные устройства и струбцины.
При сварке длинных швов листовых конструкций применяют обратноступенчатый способ сварки.
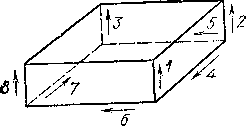
При изготовлении коробчатых конструкций (рисунок) вначале сваривают угловые швы 1, 2, 3 боковых стенок, затем стенки привариваются к днищу швами 4, 5, 6 и 7. Заканчивается изготовление сваркой вертикального шва 8. Указанный порядок сварки даёт наименьшее коробление изделия. При толщине свариваемого металла более 5мм применяется V- или Х-образная разделка кромок.
Сварка труб. Широкое применение получила газовая сварка труб небольшого диаметра (до 100мм), особенно при монтаже систем отопления и горячего водоснабжения, водопроводов, газопроводов и других трубчатых конструкций.
Трубы сваривают чаще всего встык, так как стыковые соединения требуют наиболее простой подготовки кромок, наименьших затрат времени и расхода горючего газа.
При толщине стенок труб до 5мм сварку проводят без разделки кромок, а стык собирают с зазором 1,5—2мм. При сварке труб с толщиной стенок более 5мм применяют одностороннюю разделку кромок под углом 70-90о, оставляя притупление от 1,5 до 2,5мм. Притупление необходимо для того, чтобы при сварке кромки не проплавлялись, и расплавленный металл не протекал внутрь трубы.
В зависимости от назначения конструкции используют и другие способы стыковки труб — без скоса кромок с подкладным кольцом, с раструбом и вставным кольцом.
Перед сваркой трубы выравнивают так, чтобы оси их совпадали, и прихватывают. Для центровки труб применяют центраторы и другие приспособления. Сварку труб можно выполнять как левым, так и правым способами. Если трубу можно поворачивать, то сварку производят в нижнем положении. Неповоротный стык сваривают во всех пространственных положениях, что является наиболее трудным для сварщика.
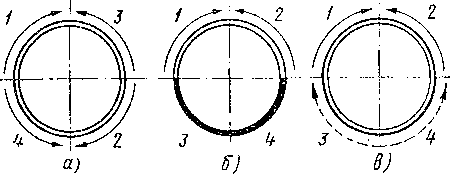
При сварке труб большого диаметра (300мм и более) сварку начинают с какой-либо точки окружности трубы и выполняют четырьмя отдельными участками, как показано на рисунке. При сварке труб диаметром 500—600мм сварку могут вести одновременно два сварщика. Вначале заваривают верхнюю часть трубы на участках 1 и 2, затем трубу поворачивают и также одновременно заваривают участки 3и4.Если поворачивать трубу нельзя, то участки 3 и 4 сваривают потолочным швом в порядке, указанном пунктирными стрелками.
Ремонтная сварка. При ремонтных работах часто приходится заваривать трещины, возникшие в сварных швах и в основном металле. При заварке трещин необходимо предварительно засверлить концы трещины, чтобы при нагреве трещина не распространялась дальше.
В деталях из низкоуглеродистой стали концы трещин можно не засверливать. При толщине металла свыше 3 мм трещину разделывают с одной или двух сторон в зависимости от толщины завариваемого изделия. Трещина заваривается от середины к краям. Если протяжённость трещины более 500мм, то сварку ведут участками обратноступенчатым методом. Кромки трещины перед сваркой должны быть зачищены до металлического блеска. Небольшие трещины заваривают в одном направлении.
При ремонте закрытых сосудов из-под горючих веществ необходима тщательная очистка тары от остатков горючих продуктов, так как они могут образовывать взрывоопасные соединения с воздухом. Тару промывают горячей водой с каустической содой.
При заварке сосудов из-под нефтепродуктов используют способ Медведева, при котором сосуд заполняется отработанными газами двигателей внутреннего сгорания. Газы подают непрерывно и в процессе сварки. Заварка осуществляется обычным способом с применением присадочной проволоки. Пламя горелки зажигают и гасят в стороне от завариваемой тары.








