2015-09-06
2015-09-06 817
817Перед газовой сваркой кромки свариваемого металла и прилегающие к ним участки должны быть очищены от ржавчины, окалины, краски и других загрязнений. Очищают свариваемые кромки металлической щеткой или пламенем сварочной горелки с последующей зачисткой металлической щеткой.
Перед сваркой детали соединяют друг с другом короткими швами с тем, чтобы в процессе сварки зазор между ними оставался бы постоянным. Эти соединения называют прихватками. Размеры прихваток и расстояние между ними выбирают в зависимости от толщины свариваемого металла и длины шва.
При сварке тонкого металла и коротких швах длина прихваток не должна превышать 5мм, а расстояние между ними — 50—100мм. При сварке толстолистовой стали и швов значительной длины длина прихваток может составлять 20—30мм при расстоянии между ними 300—500мм. Прихватки выполняют на тех же режимах, что и сварку. Во время сварки особое внимание необходимо обращать на тщательное проваривание участка прихватки во избежание непровара в этих местах.
Стыковые швы можно сваривать и без прихваток, в этом случае для сохранения постоянного зазора в процессе сварки листы укладывают так, чтобы они образовывали между собой небольшой угол. По мере сварки листы стягиваются за счет поперечной усадки шва и, таким образом, величина зазора остается постоянной по всей длине шва.
От правильной и тщательной подготовки и сборки деталей под сварку во многом зависит качество, внешний вид сварочного соединения, его надежность и прочность.
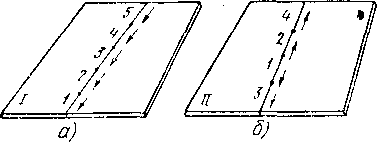
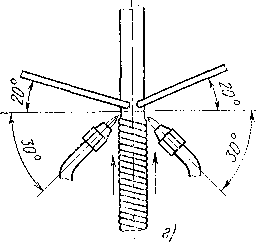
При сварке длинных швов применяют ступенчатую и обратноступенчатую сварки. При данных способах сварки весь шов разбивается на участки, которые сваривают в определенном порядке. Схема наложения швов показана на рисунке. При наложении каждого последующего участка предыдущий участок перекрывают на 10—20мм в зависимости от толщины свариваемого металла.
В зависимости от положения в пространстве сварные швы подразделяют на нижние, горизонтальные, вертикальные и потолочные.
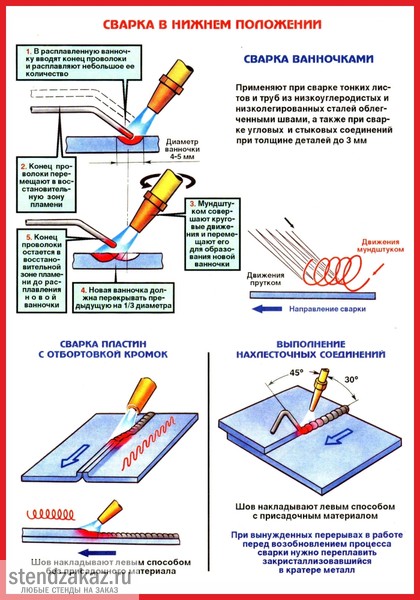
Нижние швы сваривать наиболее легко, так как расплавленный присадочный металл под действием силы тяжести стекает в кратер и не вытекает из сварочной ванны. Кроме того, наблюдение за сваркой нижнего шва наиболее удобно. Нижние швы сваривают как левым, так и правым способами в зависимости от толщины свариваемого металла.
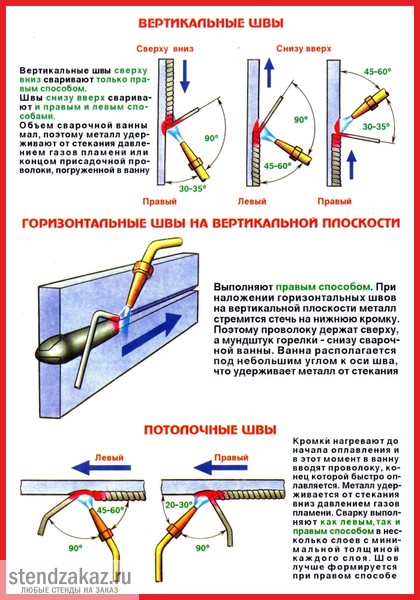
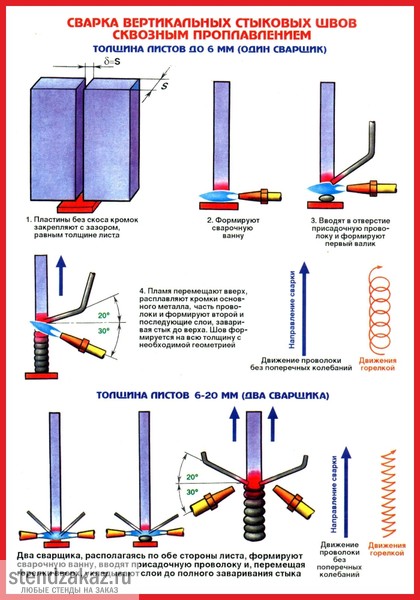
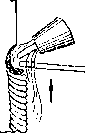
Вертикальные швы сваривают при малых толщинах сверху вниз – правым способом и левым способом – снизу вверх. При сварке металла толщиной от 6 до 20мм вертикальные швы целесообразно выполнять способом двойного валика. В этом случае скоса кромок не делают, и свариваемые детали устанавливают с зазором, равным половине толщины свариваемого металла. Процесс ведётся снизу вверх.
При толщинах более 6мм сварку выполняют двумя сварщиками. При этом способе в нижней части стыка проплавляется сквозное отверстие. Пламя, располагаясь в этом отверстии и поднимаясь снизу вверх, оплавляет верхнюю часть отверстия. Шов формируется на всю толщину, а усиление получается с обеих сторон стыка. Затем перемещают пламя выше, оплавляя верхнюю кромку отверстия и накладывая следующий слой металла на нижнюю сторону отверстия и так до полно выполнения шва.
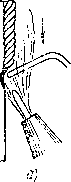
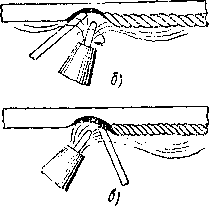
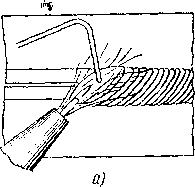
Горизонтальные швы, при сварке которых металл стремится стечь на нижнюю кромку, сваривают правым способом, держа конец проволоки сверху, а мундштук горелки снизу ванны. Сварочная ванна располагается под некоторым углом к оси шва, что облегчает формирование шва и удерживание жидкого металла от стекания.
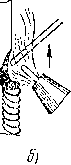
Наибольшие трудности возникают при сварке потолочных швов. При сварке этих швов кромки нагревают до начала оплавления и в этот момент в сварочную ванну вводят присадочную проволоку, конец которой быстро оплавляется. Металл удерживается от стекания вниз давлением газов сварочного пламени. Сварку легче вести правым способом и выполнять в несколько слоёв с минимальной толщиной каждого слоя.