 2015-09-06
2015-09-06 804
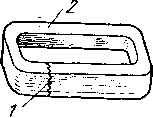
804Этот способ газовой сварки чугуна применяют в тех случаях, когда место сварки и характер конструкции позволяют производить местный подогрев без появления трещин и напряжений в свариваемых изделиях. Местный предварительный подогрев применяют при сварке массивных деталей или деталей, конструкция которых не создает жесткого контура. В этих случаях участок местного подогрева выбирают так, чтобы в детали создавались тепловые деформации, равнозначные деформациям, которые возникнут на участке сварки. Например, в чугунной раме (см. рисунок), имеющей трещину на участке 1, для того чтобы создать равномерную тепловую деформацию, необходимо осуществить подогрев противоположного чугунной рамы плеча на участке номер 2.
Местный подогрев свариваемых деталей выполняют до температуры 300—500°С сварочными горелками, паяльными лампами, индукционным электронагревом и другими способами.
При сварке применяют нормальное сварочное пламя или пламя с небольшим избытком ацетилена. Мощность сварочного пламени выбирают из расчета расхода ацетилена 100—120дм3/ч на 1мм толщины свариваемого металла.
В качестве присадки используют чугунные прутки марки Б диаметром 4, 6, 8, 10 и 12мм, длиной 250— 450мм. Согласно ГОСТ2671—70 чугунные прутки марки Б содержат углерода 3,0—3,5%, кремния — 3,5—4,0%, марганца 0,5—0,8%, серы не более 0,08%, фосфора 0,3—0,5%, хрома 0,05% и никеля 0,3%.
После сварки места подогрева медленно охлаждают, для чего прикрывают их асбестом или засыпают песком.








