 2015-09-06
2015-09-06 459
459Холодную сварку чугуна применяют в тех случаях, когда детали при нагревании и охлаждении способны свободно расширяться и сжиматься, не вызывая значительных остаточных напряжений. При этом мощность пламени горелки должна быть максимально возможной. Технологический процесс сварки без предварительного нагрева почти аналогичен процессу горячей сварки, однако имеет и свои особенности. Перед заваркой дефекта необходимо подогревать пламенем горелки участки, прилегающие к дефекту. После окончания заполнения дефекта горелку в течение 2—3 минут медленно отводят, направляя пламя на участки, прилегающие к дефекту. Деталь или часть детали, на которой находится заваренный участок, для медленного охлаждения засыпают песком или покрывают асбестом.
Способ низкотемпературной пайки-сварки чугуна отличается от обычных способов тем, что основной металл не доводится до температуры плавления, а нагревается только до температуры 820—860°С, т.е. до температуры «смачиваемости».
Этот способ основан на применении специальных чугунных прутков и флюсов.
Разделку дефектного участка под низкотемпературную сварку производят фрезерованием, сверлением или строганием. Место сварки предварительно зачищают до металлического блеска. Профиль разделки кромок сквозных и несквозных дефектов представлен на рисунке. Угол разделки составляет 70—90о.
Вставить рисунок.
Неглубокие поры и шлаковые включения вырубают зубилом или удаляют шлифовальным кругом.
Перед сваркой изделие подогревают горелкой до температуры 300—400°С. Изделия сложной формы нагревают в печи.
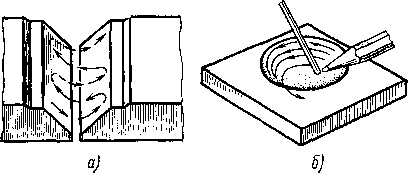
Схема устранения сквозных дефектов (трещин) показана на рисунке «а».
При устранении засверленных дефектов (пористость, раковины) присадочный металл наносят по винтовой восходящей линии (см. рисунок «б»).
На нагретую наплавляемую поверхность равномерно наносится слой флюса. Место сварки нагревают горелкой до температуры 820—860°С, пламя должно быть строго нормальным. При этой температуре паста-флюс плавится, покрывая тонкой пленкой место сварки. Присадочный пруток также покрывают флюсом, расплавляясь, присадочный металл стекает на завариваемую поверхность и растекается по ней. Сварку производят левым способом, Расстояние между ядром пламени и концом прутка должно составлять 2—3мм, угол между осью горелки и плоскостью детали 20—30°.
После сварки изделие медленно охлаждают под слоем асбеста или в песке. Так как при данном способе основной металл не доводят до расплавления, то при пайке-сварке отсутствуют участки отбеленного чугуна, и металл шва получается плотным, мягким и хорошо обрабатывается механическими способами.
При низкотемпературной пайке-сварке чугуна вместо ацетилена можно применять газы-заменители. При применении в качестве горючего газа пропан-бутана мощность сварочного пламени выбирают из расчета расхода пропан-бутана 60—70дм3/ч на 1мм толщины свариваемого металла. Пламя берётся нормальное. При толщине металла до 6мм сварку выполняют за один проход, при толщине 9—12мм — в два прохода. При использовании в качестве флюса ФСЧ-2 рабочая температура составляет 900—950°С. При такой температуре не исключено появление структур закалки в зоне термического влияния, поэтому указанный флюс имеет ограниченное применение. Его используют в тех случаях, когда допускается повышенная твердость наплавленного металла. Флюс МАФ-1 позволяет вести процесс низкотемпературной пайки-сварки при рабочей температуре 750—800°С.








