 2015-09-06
2015-09-06 7879
7879При выполнении геометрического нивелирования в качестве рабочей меры используются нивелирные рейки.
В соответствии с точностью выполнения нивелирных работ они подразделяются на классы:
1) высокоточные РН-05;
2) точные РН-3;
3) технические РН-10.
Для повышения точности измерений в высокоточных рейках используются инварные ленточки закрепленные на рейке с постоянным натяжением (20 * 1) кг. На инварной ленточке наносятся штрихи с интервалом 5 мм. Кроме того рейки РН-05 и РН-3 снабжены круглыми уровнями для точной их установки в отвесное положение во время измерений.
Перед началом работ выполняются необходимые поверки и исследования реек. К ним относятся:
1) поверка правильности установки круглого уровня по рейке;
2) поверка правильности нанесения дециметровых делений шкал рейки;
3) поверка перпендикулярности плоскости пятки к оси рейки;
4) определение стрелы прогиба рейки;
5) определение разности высот нулей реек;
6) контрольное определение длины метровых интервалов реек.
Первая из 3-х перечисленных выше поверок, периодически выполняется перед началом и ежедневно контролируется во время производства работ при помощи вертикальной нити сетки нивелира. Выполнение данной поверки производится в следующей последовательности:
1) нивелир приводят в рабочее положение и наводят вертикальную нить сетки на ребро рейки, установленной на расстоянии около 40 м;
2) исправительными винтами круглого уровня рейки приводят пузырек в нуль-пункт;
3) поворачивают рейку на 90° и повторяют юстировку уровня в случае его отклонения более чем на 0.2 его деления;
4) при повторном повороте рейки в первоначальное положение контролируют положение пузырька уровня и, если есть необходимость, повторно его юстируют.
Вторая поверка обычно выполняется в лабораторных условиях перед началом полевых работ. Ошибка дециметровых интервалов при нивелирвании I и II классов не должна превышать 0.1 мм, в III классе – 0.4 мм, в IV – 0.6 мм. Так как данная поверка достаточно трудоемка и для ее выполнения необходимо специальное оборудование, то здесь она не приводится. Третья поверка также выполняется лишь один раз в год перед началом полевых работ, и ее описание приводится в Инструкции [3].
Из 3-х перечисленных выше исследований изложим только методику контрольного определения длины метровых интервалов реек, так как в случае превышения допустимого отклонения в измеренные превышения вводятся поправки. Данное исследование выполняется перед началом и после окончания полевых работ. Исследуются метровые интервалы 10 – 30, 30 – 50, 70 – 90 и 90 – 110 основной и дополнительной шкал инварной рейки в прямом и обратном направлениях с помощью контрольной линейки. Каждый исследуемый интервал измеряется дважды по левому и правому краю штрихов начала и конца интервала (см. рис. 28).
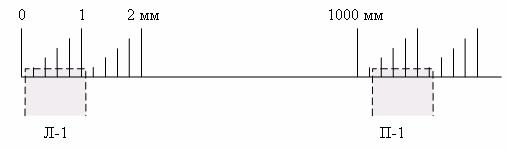
Рис. 28. Схема отсчитывания по нормальной линейке Л-1 отсчет: 0,03 * 2 = 0,06 мм П-1 отсчет: 1000,14 мм Л-2 отсчет: 1.03 * 2 = 1,06 мм П-2 отсчет: 1001,14 мм
Таблица 29
Контрольные определение длин метровых интервалов инварной рейки.
Рейка № 177. Основная шкала
Контрольная линейка № 221. L = 1000 – 0.02 + 0,018 (t – 20,0°C)мм
| Интер- валы рейки | t, °C | Отсчеты по линейке, мм | П – Л, мм | Среднее (П – Л), мм | Поправка за длину и температуру линейки, мм | Длина интервала, мм | |
| Л | П | ||||||
| 10 – 30 | +22,0 | 0,06 | 1000,14 | 1000,08 | . | . | . |
| 1,06 | 1001,10 | 1000,04 | . | . | . | ||
| 0,22 | 1000,24 | 1000,02 | . | . | . | ||
| 1,26 | 1001,28 | 1000,02 | 1000,04 | +0,02 | 1000,06 | ||
| 30 – 50 | +22,0 | 0,10 | 1000,12 | 1000,02 | . | . | . |
| 1,14 | 1001,16 | 1000,02 | . | . | . | ||
| 0,26 | 1000,30 | 1000,04 | . | . | . | ||
| 1,24 | 1001,28 | 1000,04 | 1000,03 | +0,02 | 1000,05 | ||
| 50 – 30 | +22,1 | 0,46 | 1000,50 | 1000,04 | . | . | . |
| 1,50 | 1001,58 | 1000,08 | . | . | . | ||
| 0,80 | 1000,80 | 1000,00 | . | . | . | ||
| 1,82 | 1001,86 | 1000,04 | 1000,04 | +0,02 | 1000,06 | ||
| 30 – 10 | +22,1 | 0,58 | 1000,60 | 1000,02 | . | . | . |
| 1,60 | 1001,60 | 1000,02 | . | . | . | ||
| 0,76 | 1000,78 | 1000,00 | . | . | . | ||
| 1,78 | 1001,80 | 1000,02 | 1000,02 | +0,02 | 1000,04 |
Длина метровых интервалов в мм
10 – 30: 1000,05 мм
30 – 50: 1000,06 мм
Разности данных отсчетов не должны различаться более чем на 0,1 мм, а длины метровых интервалов, определенные в прямом и обратном направлениях, на 0,05 мм. При недопустимом расхождении измерения повторяют и берут в обработку средние значения.
Перед вторым измерением каждого интервала линейку немного сдвигают. Перед началом измерений каждого интервала определяют температуру контрольной линейки. Пример исследования интервалов основной шкалы рейки приведен в табл. 29.

