 2015-09-06
2015-09-06 11008
11008Все фрезы имеют зубья либо острозаточенные, либо затылованные, что определяется заточкой лезвия зубьев.
а) б)
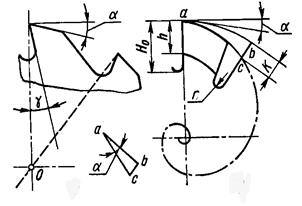
Рисунок 15 - Формы заточки зубьев фрез
а - острозаточенные; б - затылованные
Острозаточенная форма - наиболее часто употребляемая, особенно для фрез, применяемых при чистовой обработке, при обработке легких сплавов, когда не требуется снимать большие припуски. У таких фрез передняя и задняя поверхности плоской формы, что упрощает изготовление фрез. К таким фрезам относятся цилиндрические, торцовые, дисковые.
Затылованные фрезы имеют лезвие, у которого передняя поверхность плоская, а задняя имеет форму архимедовой спирали. Архимедова спираль получается в результате двух равномерных движений – поступательного и вращательного. Главное достоинство – простота изготовления кулачков, с помощью которых производится затылование. Архимедова спираль практически обеспечивает постоянство заднего угла по всей ее длине. Важными элементами, определяющими форму зуба затылованных фрез, являются высота зуба Н0 и величина затылования к. Достоинство конструкции затылованного зуба: при переточке по передней поверхности профиль режущей кромки остаётся постоянным. Такая конструкция фрез используется для изготовления фасонных, червячных и дисковых модульных фрез.
Конструктивные особенности фрез
Фрезы прямозубые, с винтовым зубом,
со стружкоразделительными канавками на режущей кромке и разнонаправленными зубьями
Насадные цилиндрические прямозубые и винтовые быстрорежущие фрезы изготавливаются с мелким или крупным зубом (ГОСТ 3752-71). Наружный диаметр этих фрез 50, 63, или 80 мм, изготавливаются также 40 и 100 мм. Фрезы используют для черновой обработки открытых поверхностей стальных и чугунных заготовок. Винтовые зубья фрез имеют наклон ω=(30-40)°, что обеспечивает более равномерное фрезерование, так как каждый зуб фрезы входит в контакт с заготовкой и выходит из него постепенно, а не сразу, как у прямозубых фрез. Винтовая канавка обычно имеет левое направление (рис.7).
Насадная цилиндрическая обдирочная фреза с затылованным зубом отличается от рассмотренной наличием стружкоразделительных канавок и затылованным зубом. Канавки располагаются на винтовом зубе с направлением, противоположным направлению зуба. В результате стружка у этих фрез лучше размещается между зубьями и удаляется из канавок. Затылованные зубья имеют повышенную прочность, что позволяет работать с большей нагрузкой на зуб.
Насадная фреза с разнонаправленными вставными ножами позволяет с высоким качеством вести обработку боковых стенок паза за счёт создания положительных передних углов ножей. Ножи запрессовываются в пазу корпуса и с помощью радиальных рифлений могут передвигаться вдоль оси фрезы в новое положение для заточки с сохранением ширины паза. Сборная конструкция инструмента позволяет многократно использовать корпус из стали 40Х для креплений ножей, изготавливаемых из быстрорежущей стали.
Фрезы цельные, с напаянными пластинами, с механическим креплением, с рифлеными вставными ножами
Ранее рассмотренные цилиндрические фрезы представляют собой наиболее характерный цельный инструмент, т.е изготовленный из цельной заготовки. Обычно это быстрорежущая сталь. Но цилиндрические фрезы иногда изготавливаются и с напайными твёрдосплавными ножами. По этому принципу изготавливаются и торцовые фрезы. Но большинство торцовых фрез изготавливается со вставными твёрдосплавными вставками, с напайными пластинами или с механическим креплением. Фрезы с рифлёными вставными ножами были рассмотрены в предыдущем разделе на примере трехсторонней дисковой фрезы (рисунок 3).
Фрезы хвостовые и насадные
По способу закрепления на станке фрезы изготавливают хвостовыми и насадными. Фрезы цилиндрические, дисковые, прорезные, отрезные, в основном используемые на горизонтально - фрезерных станках, и торцовые фрезы с массивным корпусом, используемые на вертикально - фрезерных станках, изготавливаются насадными, т.е. с посадочным центральным отверстием, в которое вставляется оправка, крепление осуществляется с помощью гайки. Все концевые фрезы изготавливаются хвостовыми цельными или сборными, т.е. режущая часть выполняется из быстрорежущей стали или твердосплавной, а хвостовик - из качественной конструкционной стали 45 или 40Х. Соединение производится сваркой.
Конструктивные параметры фрез
К конструктивным параметрам фрез относятся:
а) диаметр фрезы и посадочные размеры;
б) число зубьев;
в) форма зубьев и форма стружечных канавок;
г) углы режущей части;
д) направление стружечных канавок и др.

