 2015-09-06
2015-09-06 3959
3959Угловые фрезы (ГОСТ 1695-67) в основном применяются в инструментальном производстве для фрезерования угловых стружечных канавок у инструмента, а также пазов, скосов и винтовых канавок.
а) одноугловые (ТУ 2-035-526-76) с углом при вершине φ=(55-90)° через каждые 5°. Они применяются для фрезерования стружечных канавок у инструментов с прямыми стружечными канавками (фрезы, развёртки);
б) одноугловые (ТУ 2-035-526-76) с углом φ=18; 22; 25 и 30° применяются для фрезерования стружечных канавок у затылованных инструментов с прямыми канавками;
в) двухугловые (нестандартные) с углом φ=(55-100)° через каждые 5°, φ1=(15-25)° применяются для фрезерования стружечных канавок, расположенных по винтовой линии;
г) двухугловые симметричные (нестандартные), профиль φ=18; 22; 25; 30°; применяются для фрезерования стружечных канавок, расположенных на винтовой линии у затылованных инструментов.
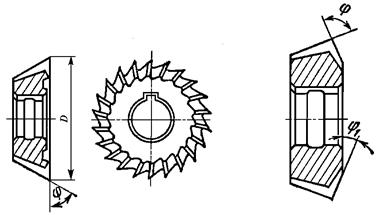
а) б)
Рисунок 7 - Насадные угловые фрезы:
а - одноугловая; б - двухугловая
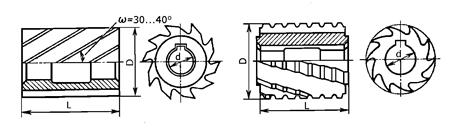
Применяют для обработки открытых плоскостей. Их изготавливают с левыми и правыми винтовыми канавками (рисунок 8). При больших сечениях стружки для обеспечения спокойной работы без вибрации применяют крупнозубые цилиндрические фрезы с неравномерным шагом (ГОСТ 3752-59, 9926-61).
а) б)
Рисунок 8 - Насадные цилиндрические фрезы:
а - со сплошным винтовым зубом; б - обдирочная со стружкоразделительными канавками на режущей кромке
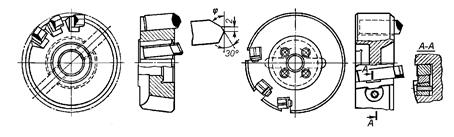
Торцовые фрезы
Применяют для обработки открытых плоскостей. Зубья расположены на цилиндрической и торцовых поверхностях. Фрезы изготавливают как цельными (ГОСТ 9304-69), так и со вставными ножами, закрепленными в массивном корпусе (ГОСТ 1092-80, 9473-80, 24359-80, 22085-76, 22086-76, 22087-76).
а) б)
Рисунок 9 - Насадные торцовые фрезы:
а - с запрессованными вставными ножами; б - с механическим креплением ножей
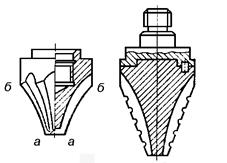
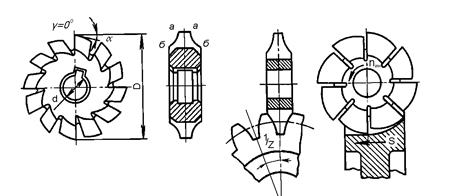
Модульные фрезы
Бывают дисковые и пальцевые (ГОСТ 10996-64, 13838-68, 13839-68); применяются для нарезания зубчатых колес с эвольвентным профилем (кривая, расположенная между точками а и б, называется эвольвентой) в ремонтном и единичном производстве для передач с небольшими скоростями вращения. Эвольвентный профиль позволяет входить зубу во впадину и выходить из нее без удара при плавном перекатывании боковых поверхностей зубьев.
а) б)
Рисунок 10 - Пальцевая модульная фреза:
а - цельная, б - сборная
Данный способ нарезания колес называется методом копирования и является разновидностью фасонного фрезерования. Принцип нарезания заключается в прорезании впадины между зубьями модульной фрезой с последующим поворотом заготовки в специальном приспособлении или в делительной головке на 1/z часть (где z - число зубьев нарезаемого колеса). Работа выполняется на универсально-фрезерных станках.
а) б)
Рисунок 11 - Дисковая модульная фреза:
а - конструктивные элементы фрезы; б - схема установки и движения
Для реализации данного метода нарезания зубчатых колес применяют два вида фрез: пальцевую модульную (рисунок 9) и дисковую модульную (рисунок 10).
Червячная зуборезная фреза представляет собой червяк, превращённый в режущий инструмент путём перерезания канавками и затылования его витков с образованием соответственно переднего γ и заднего α углов на каждом зубе фрезы (ГОСТ 9324-80, 10331-63). Для обработки шлицевых валов с прямобочным профилем применяются червячные фрезы (ГОСТ 8027-60, 1139-58).
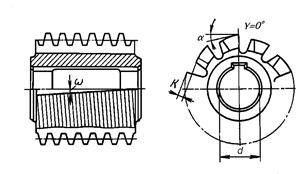
Рисунок 12 - Червячная фреза
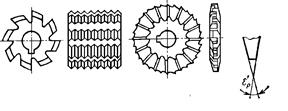
Резьбовые фрезы
Предназначены для фрезерования резьбы на специальных резьбофрезерных станках. Фрезы изготавливают двух видов:
а) дисковые (для нарезания длинных резьб или винтов) (ГОСТ10142-62);
б) гребёнчатые (для нарезания коротких треугольных резьб) (ГОСТ 1336-62).
а) б)
Рисунок 13 - Резьбовые фрезы:
а - гребенчатая; б - дисковая
Каждый тип фрезы применяют на резьбофрезерном станке соответствующей группы. Направление канавок у гребенчатой фрезы прямое или винтовое с углом наклона (5-8)°. Длина режущей части фрезы на 2-3 нитки больше длины нарезаемой резьбы. Угол γ=0°; α=(8-10)°. Процесс резьбофрезерования более производительный, чем процесс нарезания резьбы резцом. К недостаткам первого следует отнести более низкую точность обработки, в результате чего после резьбофрезерования часто приходится калибровать резьбу, т.е. обрабатывать резцами.
Фасонные фрезы (вогнутые и выпуклые) (ГОСТ 9305-69)
Применяют для изготовления радиусных канавок и радиусных поясков на плоских поверхностях, а также соответствующих поверхностей при изготовлении инструмента. В зависимости от конструкции изделия предприятия изготавливают фрезы с профилем, соответствующим конфигурации фасонной поверхности.
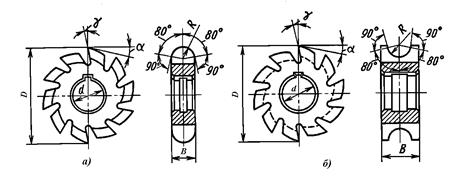
Рисунок 14 - Фасонные фрезы








