 2015-10-16
2015-10-16 3228
3228Продукція прокатного виробництва. Прокатні стани. Сталеплавильні цехи металургійних заводів випускають продукцію у виді сталевих зливків, які для подальшої переробки надходять у прокатні цехи. Тут із зливків сталі виготовляють листи, сортові й фасонні профілі, труби і т. ін. Серед різноманітних видів прокатного виробництва є готові вироби, наприклад, рейки, балки, труби та ін., і заготовки, що потребують подальшої обробки куванням, штампуванням, волочінням або різанням (рис. 4.7).
Сукупність профілів із різноманітними формами і розмірами перетинів називається сортаментом прокату.
Сортамент сталевого прокату ділиться на п’ять груп: сортовий прокат, листовий прокат, труби, періодичний прокат і спеціальний прокат (у тому числі гнуті профілі).
Рис. 4.7. Сортамент виробів, одержаних прокаткою:
а) прокат простого профілю; б) складного профілю;
в) спеціального призначення; г) періодичного профілю.
Сортовий прокат розділяється на простий і фасонний (складного профілю). До простого прокату належать профілі з простою геометричною формою перетину – коло, квадрат, шестигранник, овал і т.д. (рис. 4.7,а).
До сортового прокату фасонного профілю належать кутова сталь, швелер, двутавр, тавр, рейка, зетова, колонна і ромбоподібна сталь (рис. 4.7,б).
До спеціальних видів прокату відносять продукцію закінченої форми, виготовлену за замовленнями окремих міністерств (рис. 4.7,в). Такою продукцією можуть бути накладка (24) і підкладки (25) для рейок, обід автомобільного колеса (29), бортове кільце (34), башмак гусениці трактора (31) і т.д.
Прокат періодичного профілю (рис. 4.7,г) являє собою стрічку або пруток, поперечний перетин яких змінюється за довжиною прокату, відтворюючи форму майбутньої деталі. Цей вид прокату може з успіхом застосовуватися як фасонні заготовки у ковальському виробництві і як заготовки під остаточну механічну обробку. При цьому значно знижується обсяг робіт і відходи металу в стружку.
Листовий прокат розділяють на товстолистовий, тонколистовий і фольгу. До товстолистового прокату відносять броньову, котельну, резервуарну сталь, до тонколистового – покрівельну, трансформаторну, електротехнічну сталь, жерсть і т. ін. Сталеві труби розподіляють на дві групи: безшовні (цільнотягнуті) і зварні.
Останнім часом великого розвитку набуло виробництво гнутих профілів із холодно- і гарячекатаних смуг і стрічок. Гнуті профілі складної конфігурації застосовуються в автотракторній, авіаційній промисловості й у будівництві. Вони виготовляються на спеціальних роликозгинаючих машинах і постачаються у виді окремих заготівок або бухт стрічки (рулону) визначеного профілю. Сортамент гнутих профілів перевищує 400 різновидів.
Для надання металу відповідної форми його в нагрітому або холодному стані прокатують, тобто пропускають між обертовими валками прокатних станів. Робочі валки прокатних станів мають або рівну поверхню, якщо вони прокатують, наприклад, лист, або поверхню з більш-менш складним профілем для одержання відповідного прокату. При прокаті зливка або іншої заготовки відбувається зміна їхньої форми; при цьому зменшується поперечний перетин і збільшується довжина. Для полегшення процесу прокатування великі зливки або заготовки попередньо нагрівають до температури, при якій зазвичай кують метал.
Прокатні цехи металургійних заводів обладнані прокатними станами різноманітних розмірів, типів і призначення. Розрізняють
двох-, трьох- і багатовалкові стани (рис. 4.8). Валки розташовують горизонтально або вертикально.
| ||||||
|
| |||||
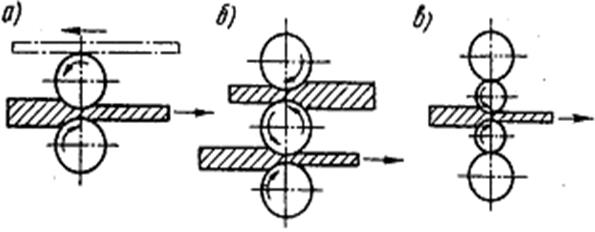
Рис. 4.8. Схема розташування валків у прокатних станах:
а – у двохвалковому;
б – у трьохвалковому;
в – у чотирьохвалковому.
Найбільшими з прокатних станів є блюмінги і слябінги. На блюмінгах здійснюють перше прокатування сталевих зливків вагою до 20 т і перетворюють їх у заготовки (блюми) перетином від 200×200 до 400×400 мм. Слябінги служать для прокатування з таких же великих зливків сталі листових заготовок (слябів) товщиною до 225 мм і довжиною до 5 м. Слябінги встановлюють головним чином в листопрокатних цехах металургійних заводів. Продуктивність найбільших прокатних станів дуже висока. Потужність блюмінгів досягає 5000 кВт і більше; діаметр їх робочих валків 800-1400 мм.
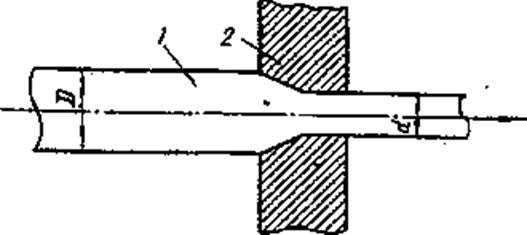
Рис. 4.9. Схема волочіння:
1 – заготовка, 2 – волочильна дошка.
На заготовчих станах блюми прокатують у сортову заготовку перетином від 40×40 мм і вище. Готовий прокат одержують, прокатуючи сортову заготовку на рейкобалочних і сортових станах. Швидкість прокатування на таких станах сягає 35 м за секунду, а їхня продуктивність – 200 т за годину і більше.
Волочіння. Прокатні цехи обладнують також волочильними станами, на яких заготовку протягають зазвичай у холодному стані через отвір (фільєру) із перетином, меншим за перетин заготовки (рис. 4.9). Методом волочіння роблять тонкий дріт (від чотирьох до сотих долей міліметра), калібровані прутки, тонкі трубки і т.п. (рис. 4.10).
| |||
| |||
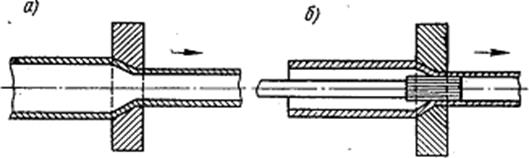
Рис. 4.10. Схема волочіння труб:
а – без зменшення товщини стінки;
б – із зменшенням товщини стінки.
Волочіння забезпечує високу точність розмірів і чистоту поверхні одержуваних виробів, що має особливе значення при малих їхніх перетинах. У результаті волочіння метал ущільнюється і набуває кращих властивостей.
Трубопрокатне виробництво часто виділяють у спеціальні трубопрокатні (трубні) підприємства, хоча за суттю вони є металургійними заводами зі спеціалізованим прокатним цехом.
Існують три способи виробництва труб: виливанням, прокатуванням і прошивкою заготівки.
Виливанням роблять чавунні труби; прокатуванням і прошивкою – сталеві. Останні можуть бути зварними і цільнотягнутими (безшовними). Для виготовлення зварних труб попередньо прокатують стрічкову сталь потрібної ширини. Потім стрічки згортають у трубу, нагрівають і прокатують на особливих прокатних станах. При цьому крайки згорнутої стрічки зварюються, створюючи шов труби. Застосовують також газове й електричне зварювання труб.
Для одержання цільнотягнутих труб заготовку у виді відповідних розмірів круглого стержня прошивають на прошивному стані. У результаті одержують гільзу, що потім додатково прокатують. У такий спосіб одержують безшовні труби, що відзначаються підвищеною міцністю.
Створено унікальні стани для безупинного й автоматичного прокатування труб. Асортимент труб, що випускаються трубними заводами, дуже широкий: від трубок діаметром у десяті частки міліметра і товщиною стінки в соті частки міліметра (їх одержують методом волочіння) до величезних газопровідних труб.
Технологія безупинного зливка і беззливкове прокатування. У металургійній промисловості впроваджується нова технологія прокатного виробництва – технологія безупинного зливка і беззливкового прокатування. В основі цієї технології лежить одержання за допомогою спеціальної розливної машини методом витягування охолоджуваного металу безупинного зливка сталі, що або розрізається на заготовки необхідних розмірів, або проходить через систему прокатних станів, що перетворюють безупинний зливок у відповідні види прокату. Таким чином виключається ряд звичайних для старої технології операцій – розлив сталі у виливниці, охолодження зливків, їх повторне нагрівання, обрізка, обтискування на блюмінгу і т.д. Це спрощує і значно прискорює процеси прокатування, робить їх безупинними і концентрує в одному комплексному агрегаті, що з’єднує сталеплавильну піч, розливочну машину і систему прокатних станів. При цьому різко скорочуються неминучі при звичайному прокатуванні великі відходи металу.








