 2015-10-13
2015-10-13 308
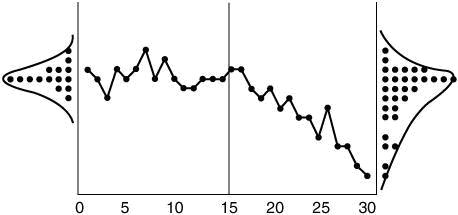
308Представим себе ситуацию, когда вышеупомянутые детали нарабатываются на станке. Первая, вторая и т.д. Мы можем обозначить на графике длину каждой детали по ходу производства:
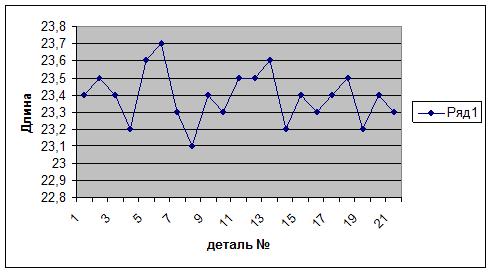
По сути это та же гистограмма, только показанная другим инструментом:
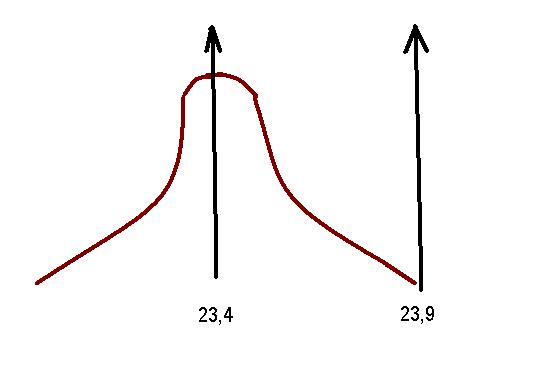
Так вот, когда процесс стабилен (а мы видим, что он стабилен на основе формы гистограммы), то вероятность появления детали с длиной 23,9 крайне мала.
И если она все-таки появилась – то её появление не случайно. Какая - то внешняя причина вызвала это появление. Срочно бегите к машине и проверяйте
- станок
- персонал
- сырье
и т.п.
«Ну, и что?» - скажете Вы, «подумаешь, мы и сами знаем, что есть проблема, когда деталь не соответствует требованиям спецификации».
Разница существует. Обратите внимание на то, что производственный процесс может быть:
Ситуация 1: стабилен, производит продукцию, полностью соответствующую требованиям спецификации
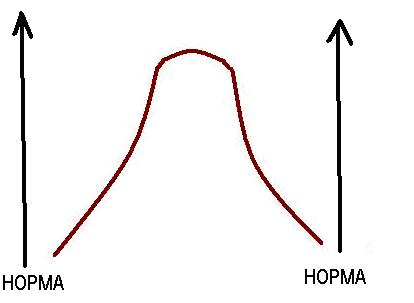
Ситуация 2: стабилен, производит продукцию, частично не соответствующую требованиям спецификации
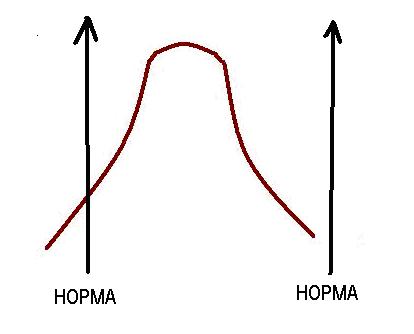
Ситуация 3: нестабилен, производит продукцию, соответствующую требованиям спецификации
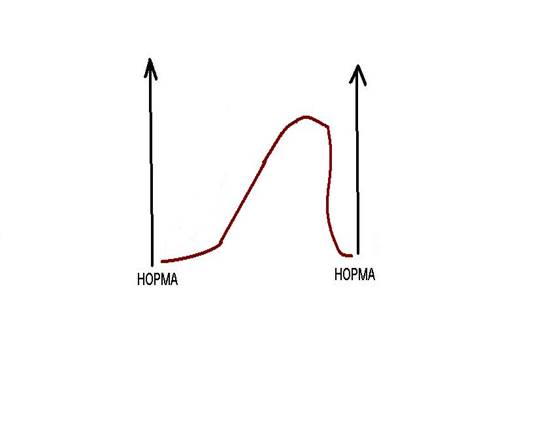
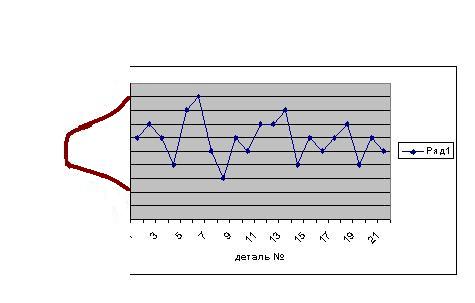
Справа на рисунке пример нестабильного процесса:
В ситуации 2 мы имеем дело с неотработанной технологией процесса. Бесполезно кричать на операторов и требовать от них подгонки условий наработки. Процесс стабилен, он будет регулярно выдавать продукцию с заранее известными свойствами. Проблема в том, что эти свойства нас не устраивают. Но без изменения самой сути процесса – сырья, машины или технологии наработки мы не сумеем получить качественную продукцию. В данном случае даже опасно пытаться менять условия наработки без изменений самой технологии. Мы только разрушим стабильность процесса и получим брак.
В ситуации 3 процесс еще производит продукцию, соответствующую требованиям спецификации. Брака пока нет. Но у нас есть уникальная возможность, не дожидаясь брака, исправить процесс, сделать его стабильным. Ведь основное требование к любому массовому производственному процессу – предсказуемость. Иначе нет смысла в технологии процесса, если мы заранее не знаем, как поведет себя процесс в будущем.
В этом - то и заключается основная польза от стат. контроля. Он позволяет нам
- сразу увидеть, находится ли процесс в состоянии статистического контроля
- обнаружить причины систематической вариации и устранить эти причины








