2015-10-13
2015-10-13 1196
1196В предыдущих параграфах я уже говорил о разбросе значений (вариации) в группе значений. Любую группу данных можно охарактеризовать средним значением (сумма всех значений, поделенная на количество значений) и среднеквадратическим отклонением (стандартное отклонение, показатель, который характеризует рассеивание значений в группе, степень близости значений к среднему группы).
1 Большое стандартное отклонение, большой разброс между максимальными значениями, минимальными и средним в группе.
2 Маленькое стандартное отклонение, небольшой разброс между максимальными значениями, минимальными и средним в группе.
Среднеквадратичное отклонение (далее сигма) имеет большое прикладное применение в разных процедурах контроля качества. В случае стат. контроля одно свойство является бесценным:
В стабильном процессе с нормальным распределением значения располагаются на определенном удалении от среднего.
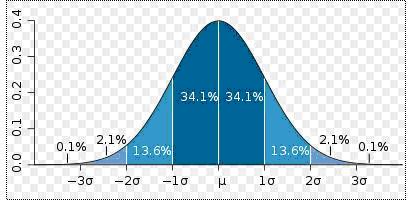
На диаграмме мы видим, что
- 68,2 % из всех значений находятся на удалении плюс минус 1 сигма от среднего
- 95,5 % из всех значений находятся на удалении плюс минус 2 сигмы от среднего
- 99,7 % из всех значений находятся на удалении плюс минус 3 сигмы от среднего.
Так что любое значение из группы данных стабильного процесса имеет определенную вероятность находиться на определенном расстоянии от среднего.
Вероятность того, что каждая новая нарабатываемая деталь в стабильном процессе будет иметь длину в пределах одной сигма от среднего значения – 68,2 %.
Вероятность того, что каждая новая нарабатываемая деталь в стабильном процессе будет иметь длину в пределах двух сигм от среднего значения – 95,5 %.
Вероятность того, что каждая новая нарабатываемая деталь в стабильном процессе будет иметь длину в пределах трех сигм от среднего значения – 99,7 %.
А вот вероятность того, что длина новой детали в стабильном процессе будет длиннее на 3 сигма, чем средняя длина практически равна нулю! И если мы получили такую деталь, то наверняка есть какой - то внешний фактор, повлиявший на нарушение стабильности в процессе.
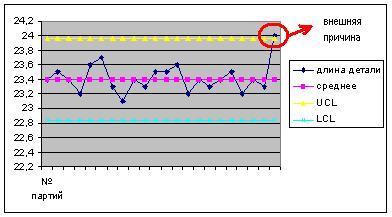
Обратите внимание на тот факт, что нижняя и верхняя границы графика это не нормы приемки сдачи!
Это естественные границы стабильного процесса! Плюс минус 3 сигма.
Виды графиков стат. контроля:
В зависимости от целей применения используют разные виды графиков.
Две основные группы графиков – графики для переменных (количественные признаки) и атрибутов (качественные признаки).
| Вид данных | Название графика | Обозначаемые данные |
| Переменные | График средних и размахов | Средние значения выборки и значения размаха |
| График средних и стандартных отклонений | Средние значения выборки и стандартные отклонения выборки | |
| График значений и двигающихся размахов | Индивидуальные значения и двигающиеся размахи | |
| График медиан и размахов | Медианы и размахи выборки | |
| Атрибуты | График p | Пропорция дефектных деталей в выборке |
| График np | Количество дефектных деталей в выборке | |
| График с | Количество дефектов на одну деталь в выборке | |
| График u | Средний номер дефектов на единицу продукции |
В большинстве случаев мы не можем измерять каждую деталь. Стат. контроль использует выборку (часть деталей) из популяции (все проверяемые данные).
Как пример – каждые 2 часа проверяется 5 деталей из производимых на линии.
На основании данных вычисляется
- точка для графика средних
- точка для графика размахов
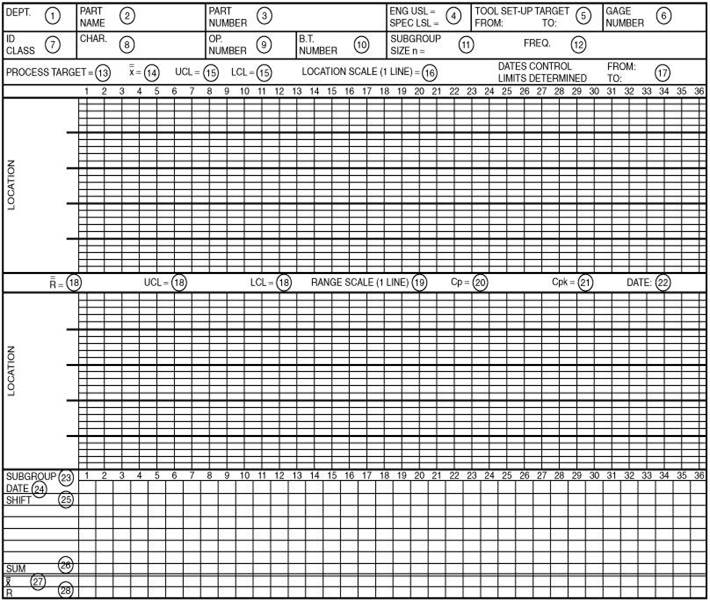
Пример формы для графика средних и размахов
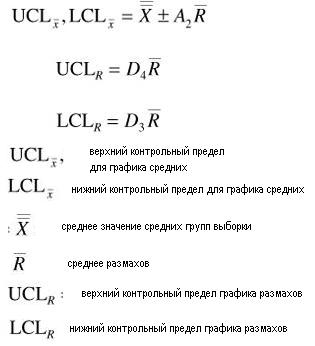
Формула для расчета графиков средних и размахов
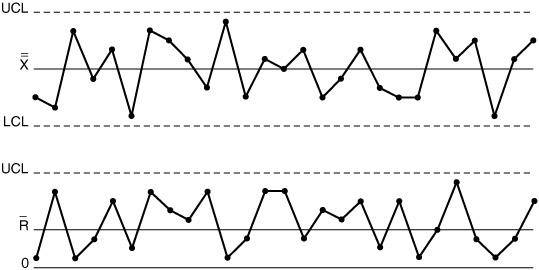
Интерпретация графиков стат. контроля:
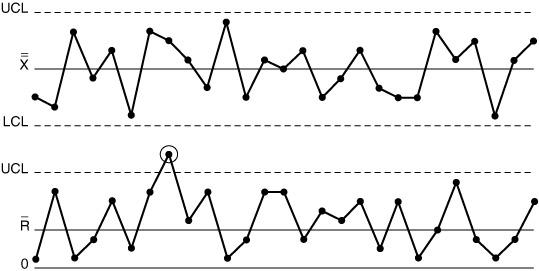
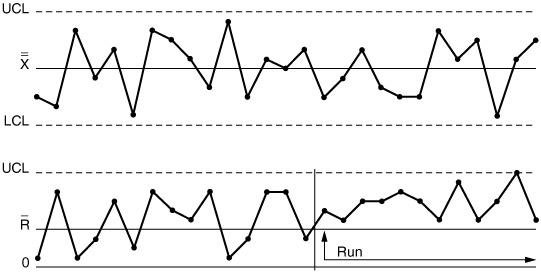
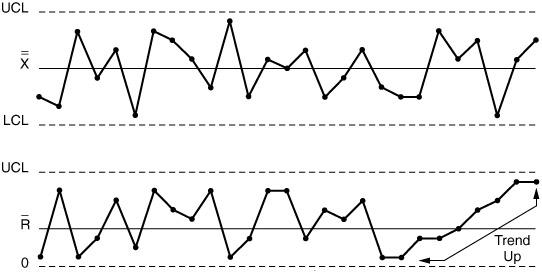
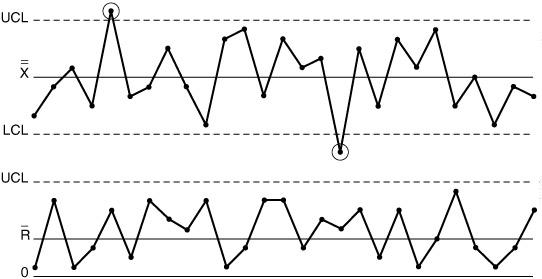
Все графики, кроме первого, показывают случаи систематической вариации.
1 Стабильный и предсказуемый процесс
2 Процесс с точкой выше верхнего контрольного предела на графике размахов
3 Процесс с «пробегом» точек над средними значениями в графике размахов
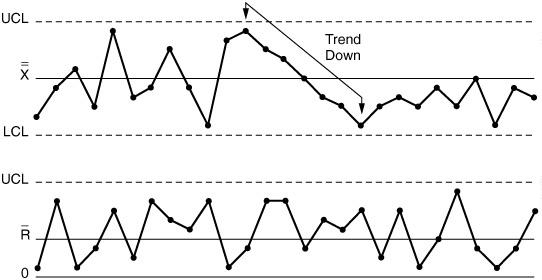
4 График с тенденцией (трендом) на графике размахов
5 Процесс с точками вне контрольных пределов на графике средних
6 Процесс с тенденцией вниз на графике средних