 2017-12-14
2017-12-14 508
508Научиться писать управляющие программы SIEMENSNX, создавать геометрию заготовки и детали, выбирать инструмент.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
| Разраб. |
| Кулешов |
| Провер. |
| Кокорин |
| Реценз. |
| Н. Контр. |
| Утверд. |
| ВЫПОЛНЕНИЕ РАБОТЫ |
| Лит. |
| Листов |
| ТИУ, МТОбзу-14 |
Для начала нам нужно определиться с деталью и начертить ее. Для этого в программе NXмы открываем вкладку Создать –моделирование, далее нам нужно сделать ее 3д модель.

| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
Ниже приведены все размеры нашей детали.

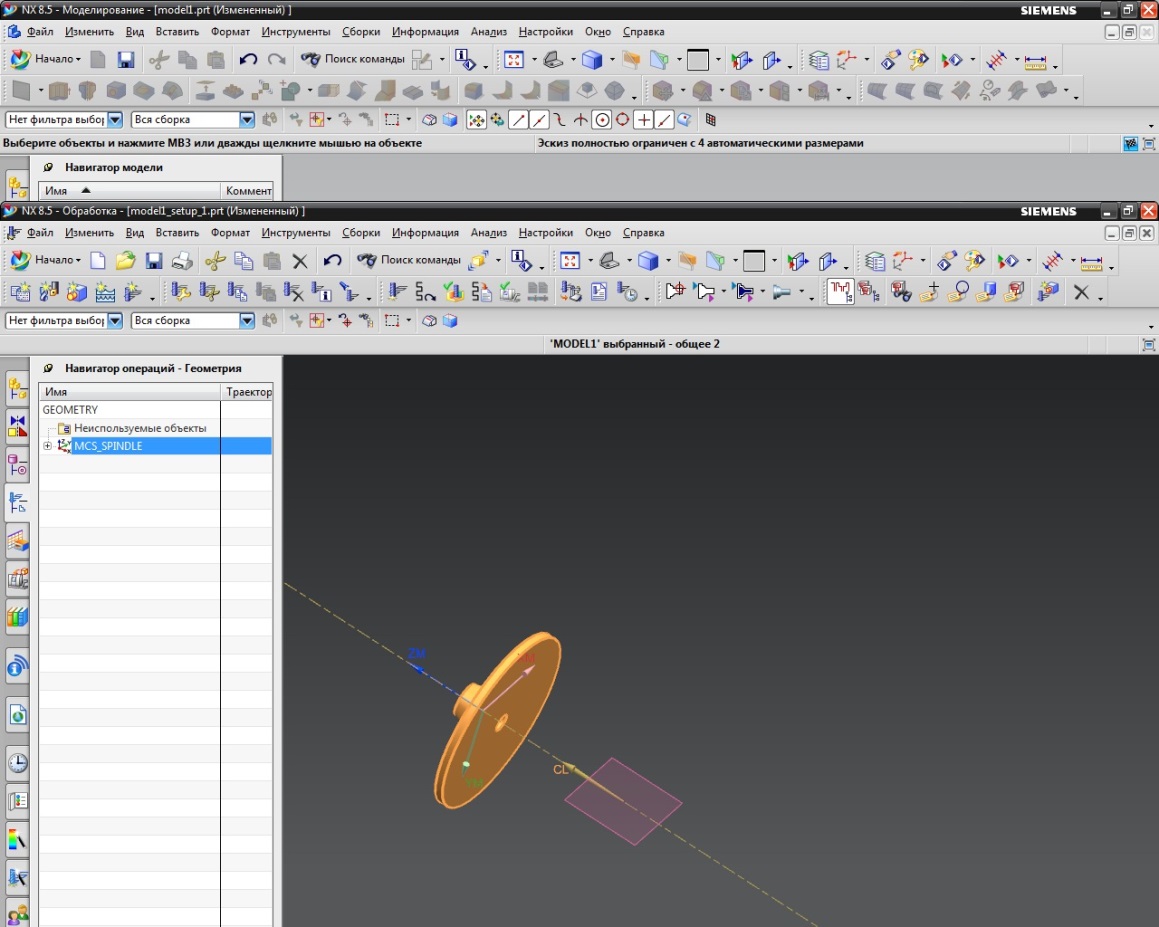
Следующим этапом нашей работы было создание процесса обработки детали.
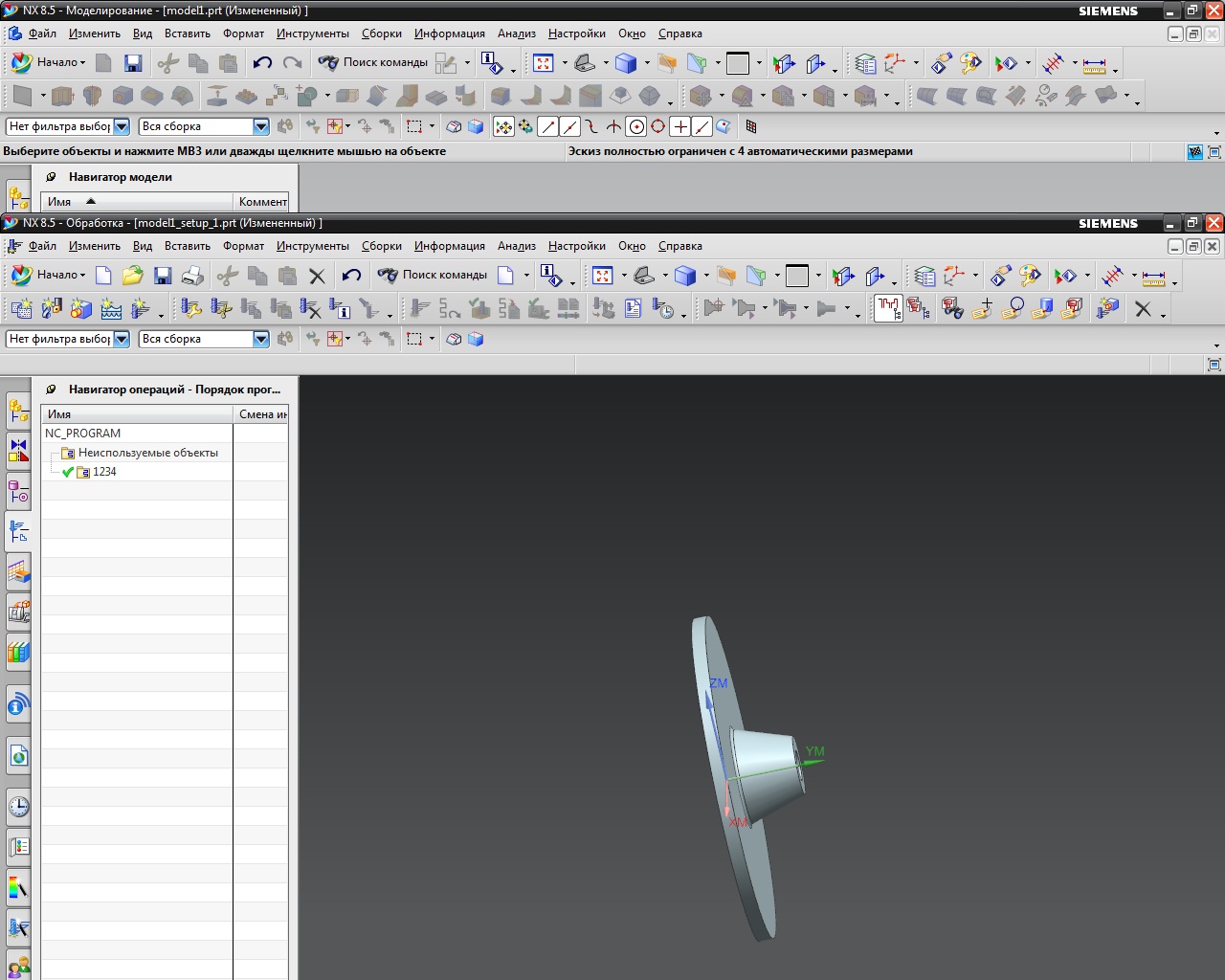
Слева в древе модели мы выбрали нашу деталь, и обозначили базирующие точки детали, для т
| Изм |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист. |
| КР.УСП.МТОбзу14.12.000 ПЗ |
Далее нам нужно задать параметры за
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
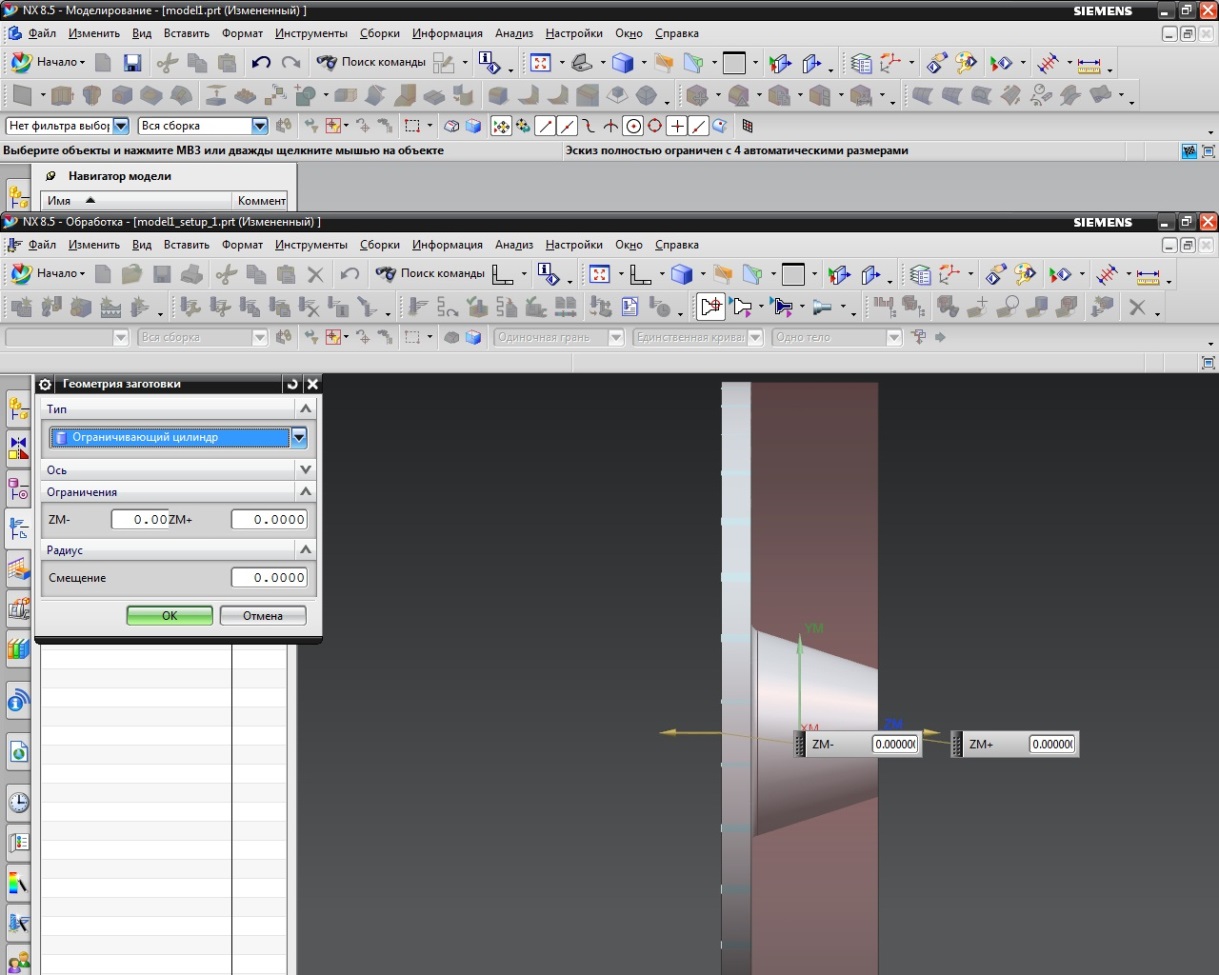
Далее мы задали границу обработки детали, обоз
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист. |
| КР.УСП.МТОбзу14.12.000 ПЗ
|

| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
Там зададим маневрирование и создадим инструмент для обработки нашей детали.
Нам нужно создать сверло для отверстия, зададим длину и диаметр. 

Затем создадим первую операцию обработки – обтачивание. Используем стандартный инструмент для черновой обточки Ре
| Изм. |
| Лист. |
| № докум. |
| Подпись |
| Дата |
| Лист. |
| КР.УСП.МТОбзу14.12.000 ПЗ |
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |

Так же н
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |

Центруем отверстие.
Сверлим
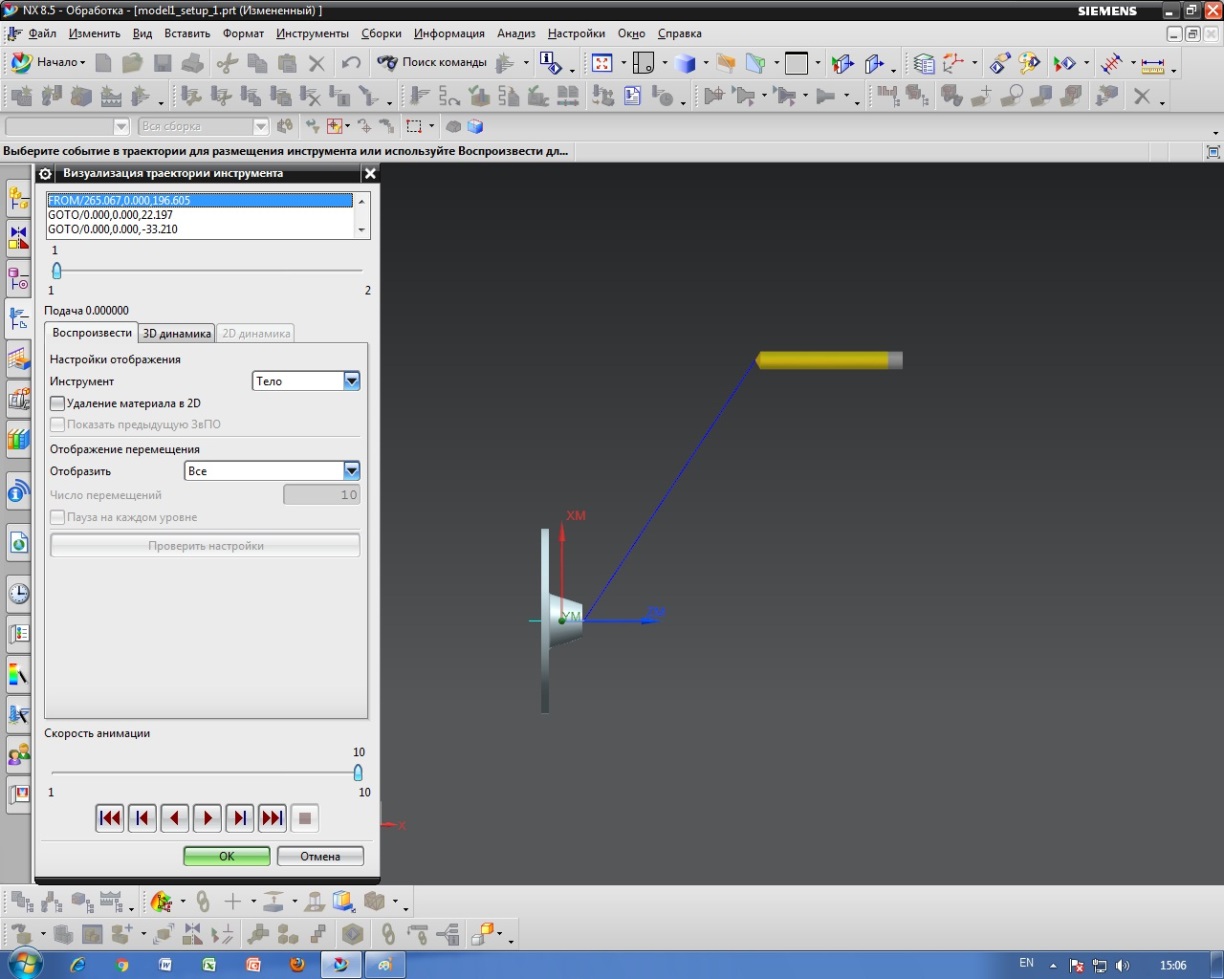
После всех операций в древе модели выбира
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ
|
Выбрав нужный нам постпроцессор, создадим программу для обработки.
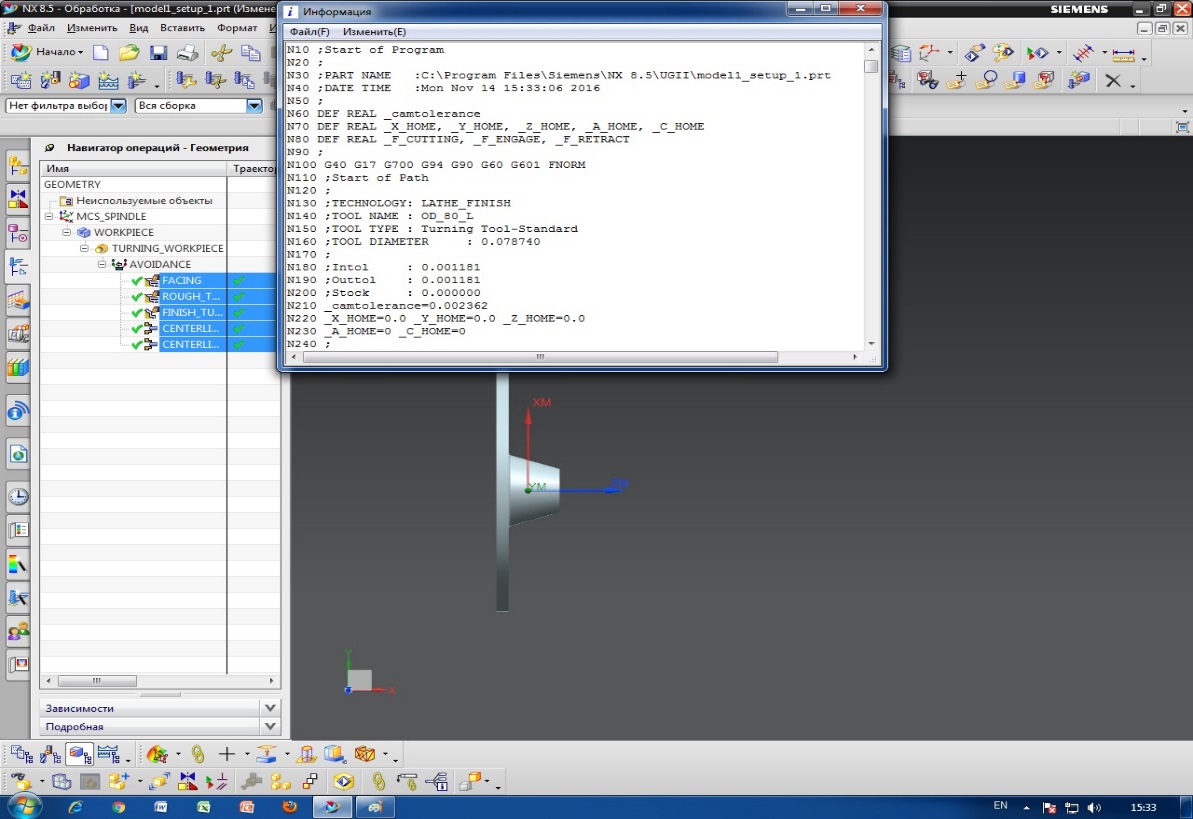
Программа по
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
1.3 Программа дл
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
| Разраб. |
| Кулешов |
| Провер. |
| Какорин |
| Реценз. |
| Н. Контр. |
| Утверд. |
| Программа для обработки детали фланец |
| Лит. |
| Листов |
| ТИУ, МТОбзу-14 |
============================================================
Информация создана для пользователя: пользователь
Дата: 14.11.2016 15:33:06
Текущаярабочаядеталь: C:\Program Files\Siemens\NX 8.5\UGII\model1_setup_1.prt
Имяузла: 274-004
============================================================
N10;Start of Program
N20;
N30;PART NAME:C:\Program Files\Siemens\NX 8.5\UGII\model1_setup_1.prt
N40;DATE TIME:Mon Nov 14 15:33:06 2016
N50;
N60 DEF REAL _camtolerance
N70 DEF REAL _X_HOME, _Y_HOME, _Z_HOME, _A_HOME, _C_HOME
N80 DEF REAL _F_CUTTING, _F_ENGAGE, _F_RETRACT
N90;
N100 G40 G17 G700 G94 G90 G60 G601 FNORM
N110;Start of Path
N120;
N130;TECHNOLOGY: LATHE_FINISH
N140;TOOL NAME: OD_80_L
N150;TOOL TYPE: Turning Tool-Standard
N160;TOOL DIAMETER: 0.078740
N170;
N180;Intol: 0.001181
N190;Outtol: 0.001181
N200;Stock: 0.000000
N210 _camtolerance=0.002362
N220 _X_HOME=0.0 _Y_HOME=0.0 _Z_HOME=0.0
N230 _A_HOME=0 _C_HOME=0
N240;
N250;
N260;Operation: FACING
N270;
N280 TRAFOOF
N290 SUPA G0 Z=_Z_HOME D0
N300 SUPA G0 X=_X_HOME
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
N310;First Tool
N320 T="OD_80_L"
N330 M6
N340 MSG("LATHE_FINISH")
N350 TRAFOOF
N360 SUPA G0 Z=_Z_HOME D0
N370 SUPA G0 X=_X_HOME Y=_Y_HOME A=_A_HOME C=_C_HOME D0
N380;Approach Move
N390;
N400;Initial Move
N410 CYCLE832(_camtolerance,0,1)
N420 TRAORI
N430 G54
N440;
N450 ORIWKS
N460 ORIAXES
N470 G0 A0.0 C0.0
N480 G0 X3.992126 Y0.0 Z.92126 S0 D0 M3
N490;Engage Move
N500 X0.0 Y-.885101
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ
|
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
N520 Y-.833964 Z3.933797
N530 Y-.826772 Z3.897638
N540;Cutting
N550 Z-.047244
N560;Retract Move
N570 Y-.832873 Z-.083855
N580 Y-.853611 Z-.114892
N590 Y-.884649 Z-.135631
N600 Y-.92126 Z-.141732
N610 Y-7.740364 Z10.435711
N620;End of Path
N630 TRANS X0 Y0 Z0
N640 TRAFOOF
N650 SUPA G0 Z=_Z_HOME D0
N660 SUPA G0 X=_X_HOME Y=_Y_HOME A=_A_HOME C=_C_HOME D0
N670 CYCLE832()
N680 M5
N690;Start of Path
N700;
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
N720;TOOL NAME: OD_80_L
N730;TOOL TYPE: Turning Tool-Standard
N740;TOOL DIAMETER: 0.078740
N750;
N760;Intol: 0.001181
N770;Outtol: 0.001181
N780;Stock: 0.000000
N790 _camtolerance=0.002362
N800 _X_HOME=0.0 _Y_HOME=0.0 _Z_HOME=0.0
N810 _A_HOME=0 _C_HOME=0
N820;
N830;
N840;Operation: ROUGH_TURN_OD
N850;
N860;
N870 MSG("LATHE_ROUGH")
N880;First Move
N890 CYCLE832(_camtolerance,0,1)
N900 TRAORI
N910 G54
N920;
N930 ORIWKS
N940 ORIAXES
N950 G0 A0.0 C0.0
N960;Approach Move
N970 G0 X0.0 Y-.992126 Z3.622047 S0 D0 M3
N980;Engage Move
N990 Y-.944882
N1000;Cutting
N1010 Y.492126
N1020 Z3.728346
N1030 Y.807087
N1040 Z3.779528
N1050;Retract Move
N1060 Y.77368 Z3.812934
N1070 Y
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
N1080;Approach Move
N1090 Z3.464567
N1100;Engage Move
N1
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
N1120;Cutting
N1130 Y.492126
N1140 Z3.622047
N1150;Retract Move
N1160 Y.458719 Z3.655454
N1170 Y-.992126
N1180;Approach Move
N1190 Z3.307087
N1200;Engage Move
N1210 Y-.944882
N1220;Cutting
N1230 Y.492126
N1240 Z3.464567
N1250;Retract Move
N1260 Y.458719 Z3.497974
N1270 Y-.992126
N1280;Approach Move
N1290 Z3.149606
N1300;Engage Move
N1310 Y-.944882
N1320;Cutting
N1330 Y.492126
N1340 Z3.307087
N1350;Retract Move
N1360 Y.458719 Z3.34
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
N1370 Y-.992126
N1380;Approach Move
N1390 Z2.992126
N1400;Engage Move
N1410 Y-.944882
N1420;Cutting
N1430 Y.492126
N1440 Z3.149606
N1450;Retract Move
N1460 Y.458719 Z3.183013
N1470 Y-.992126
N1480;Approach Move
N1490 Z2.834646
N1500;Engage Move
N1510 Y-.944882
N1520;Cutting
N1530 Y.492126
N1540 Z2.992126
N1550;Retract Move
N1560 Y.458719 Z3.025533
N1570 Y-.992126
N1580;Approach Move
N1590 Z2.677165
N1600;Engage Move
N1610 Y-.944882
N1620;Cutting
N1630 Y.492126
N1640 Z2.834646
N1650;Retract Move
N1660 Y.458719 Z2.868052
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
N1680;Approach Move
N1690 Z2.519685
N1700;Engage Move
N1710 Y-.944882
N1720;Cuttin
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
N1730 Y.492126
N1740 Z2.677165
N1750;Retract Move
N1760 Y.458719 Z2.710572
N1770 Y-.992126
N1780;Approach Move
N1790 Z2.362205
N1800;Engage Move
N1810 Y-.944882
N1820;Cutting
N1830 Y.492126
N1840 Z2.519685
N1850;Retract Move
N1860 Y.458719 Z2.553092
N1870 Y-.992126
N1880;Approach Move
N1890 Z2.204724
N1900;Engage Move
N1910 Y-.944882
N1920;Cutting
N1930 Y.492126
N1940 Z2.362205
N1950;Retract Move
N1960 Y.458719 Z2.395611
N1970 Y-.992126
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
N1980;Approach Move
N1990 Z2.047244
N2000;Engage Move
N2010 Y-.944882
N2020;Cutting
N2030 Y.492126
N2040 Z2.204724
N2050;Retract Move
N2060 Y.458719 Z2.238131
N2070 Y-.992126
N2080;Approach Move
N2090 Z1.889764
N2100;Engage Move
N2110 Y-.944882
N2120;Cutting
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
N2130 Y.492126
N2140 Z2.047244
N2150;Retract Move
N2160 Y.458719 Z2.080651
N2170 Y-.992126
N2180;Approach Move
N2190 Z1.732283
N2200;Engage Move
N2210 Y-.944882
N2220;Cutting
N2230 Y.492126
N2240 Z1.889764
N2250;Retract Move
N2260 Y.458719 Z1.92317
N2270 Y-.992126
N2280;Approach Move
N2290 Z1.574803
N2300;Engage Move
N2310 Y-.944882
N2320;Cutting
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ КР.УСП.МТОбзу14.01.000 ПЗ |
N2330 Y.492126
N2340 Z1.732283
N2350;Retract Move
N2360 Y.458719 Z1.76569
N2370 Y-.992126
N2380;Approach Move
N2390 Z1.417323
N2400;Engage Move
N2410 Y-.944882
N2420;Cutting
N2430 Y.492126
N2440 Z1.574803
N2450;Retract Move
N2460 Y.458719 Z1.60821
N2470 Y-.992126
N2480;Approach Move
N2490 Z1.259843
N2500;Engage Move
N2510 Y-.944882
N2520;Cutting
N2530 Y.492126
N2540 Z1.417323
N2550;Retract Move
N2560 Y.458719 Z1.450729
N2570 Y-.992126
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
N2580;Approach Move
N2590 Z1.102362
N2600;Engage Move
N2610 Y-.944882
N2620;Cutting
N2630 Y.446735
N2640 Y.456699 Z1.105586
N2650 Y.476239 Z1.116699
N2660 Y.488482 Z1.134323
N2670 Y.492126 Z1.154282
N2680 Z1.259843
N2690;Retract Move
N2700 Y.458719 Z1.293249
N2710 Y-.992126
N2720;Approach Move
N2730 Z.944882
N2740;Engage Move
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
N2750 Y-.944882
N2760;Cutting
N2770 Y-.040022
N2780 Y.446735 Z1.102362
N2790;Retract Move
N2800 Y.413329 Z1.135769
N2810 Y-.992126
N2820;Approach Move
N2830 Z.787402
N2840;Engage Move
N2850 Y-.944882
N2860;Cutting
N2870 Y-.526779
N2880 Y-.040022 Z.944882
N2890;Retract Move
N2900 Y-.073429 Z.978289
N291
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
N2920;Approach Move
N2930 Z.69685
N2940;Engage Move
N2950 Y-.944882
N2960;Cutting
N2970 Y-.806665
N2980 Y-.526779 Z.787402
N2990;Retract Move
N3000 Y-.560186 Z.820808
N3010 Y-7.740364 Z10.435711
N3020;End of Path
N3030 TRANS X0 Y0 Z0
N3040 TRAFOOF
N3050 SUPA G0 Z=_Z_HOME D0
N3060 SUPA G0 X=_X_HOME Y=_Y_HOME A=_A_HOME C=_C_HOME D0
N3070 CYCLE832()
N3080 M5
N3090;Start of Path
N3100;
N3110;TECHNOLOGY: LATHE_FINISH
N3120;TOOL NAME: OD_55_L
N3130;TOOL TYPE: Turning To
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
N3140;TOOL DIAMETER: 0.078740
N3150;
N3160;Intol: 0.001181
N3170;Outtol: 0.001181
N3180;Stock: 0.000000
N3190 _camtolerance=0.002362
N3200 _X_HOME=0.0 _Y_HOME=0.0 _Z_HOME=0.0
N3210 _A_HOME=0 _C_HOME=0
N3220;
N3230;
N3240;Operation: FINISH_TURN_OD
N3250;
N3260;Tool Change
N3270 T="OD_55_L"
N3280 M6
N3290 MSG("LATHE_FINISH")
N3300 TRAFOOF
N3310 SUPA G0 Z=_Z_HOME D0
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
N3320 SUPA G0 X=_X_HOME Y=_Y_HOME A=_A_HOME C=_C_HOME D0
N3330;Approach Move
N3340;
N3350;Initial Move
N3360 CYCLE832(_camtolerance,0,1)
N3370 TRAORI
N3380 G54
N3390;
N3400 ORIWKS
N3410 ORIAXES
N3420 G0 A0.0 C0.0
N3430 G0 X.732283 Y0.0 Z.889764 S0 D0 M3
N3440;Engage Move
N3450 X0.0 Y-.88606 Z.707725
N3460 Y-.872149 Z.686906
N3470 Y-.85133 Z.672995
N3480 Y-.826772 Z.669291
N3490;Cutting
N3500 Y-.800244
N3510 Y.465484 Z1.078792
N3520 Y.490703 Z1.093176
N3530 Y.506803 Z1.116101
N3540 Y.511811 Z1.142471
N3550 Z3.659449
N3560 Y.516326 Z3.680709
N3570 Y.53189 Z3.696272
N3580 Y.55315 Z3.700787
N3590 Y.826772
N3600 Z3.777229
N3610;Retract Move
N3620 Y.823068 Z3.801787
N3630 Y.809157 Z3.822606
N3640 Y.788338 Z3.836517
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
N3650 Y.76378 Z3.840221
N3660 Y-7.740364 Z10.435711
N3670;End of Path
N3680 TRANS X0 Y0 Z0
N3690 TRAFOOF
N3700 SUPA G0 Z=_Z_HOME D0
N3
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
N3720 CYCLE832()
N3730 M5
N3740;Start of Path
N3750;
N3760;TECHNOLOGY: LATHE_FINISH
N3770;TOOL NAME: SPOTDRILL
N3780;TOOL TYPE: Drilling Tool
N3790;TOOL DIAMETER: 0.984252
N3800;TOOL LENGTH: 1.968504
N3810;TOOL CORNER RADIUS: 0.000000
N3820;
N3830;Intol: 0.001181
N3840;Outtol: 0.001181
N3850;Stock: 0.000000
N3860 _camtolerance=0.002362
N3870 _X_HOME=0.0 _Y_HOME=0.0 _Z_HOME=0.0
N3880 _A_HOME=0 _C_HOME=0
N3890;
N3900;
N3910;Op
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
N3920;
N3930;Tool Change
N3940 T="SPOTDRILL"
N3950 M6
N3960 MSG("LATHE_FINISH")
N3970 TRAFOOF
N3980 SUPA G0 Z=_Z_HOME D0
N3990 SUPA G0 X=_X_HOME Y=_Y_HOME A=_A_HOME C=_C_HOME D2
N4000;Approach Move
N4010;
N4020;Initial Move
N4030 CYCLE832(_camtolerance,0,1)
N4040 TRAORI
N4050 G54
N4060;
N4070 ORIWKS
N4080 ORIAXES
N4090 G0 A0.0 C0.0
N4100 G0 X0.0 Y0.0 Z1.062992 S0 D2 M4
N4110;Engage Move
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
N4120 Z.944882
N4130;Cutting
N4140 Z.708661
N4150 G4 F.001
N4160;Retract Move
N4170 Z1.062992
N4180 X10.435711 Z7.740364
N4190;End of Path
N4200 TRAFOOF
N4210 SUPA G0 Z=_Z_HOME D0
N4220 SUPA G0 X=_X_HOME Y=_Y_HOME A=_A_HOME C=_C_HOME D2
N4230 CYCLE832()
N4240 M5
N4250;Start of Path
N4260;
N4270;TECHNOLOGY: LATHE_FINISH
N4280;TOOL NAME: DRILL
N4290;TOOL TYPE: Drilling Tool
N4300;TOOL DIAMETER: 0.708661
N
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
N4320;TOOL CORNER RADIUS: 0.000000
N4330;
N4340;Intol: 0.001181
N4350;Outtol: 0.001181
N4360;Stock: 0.000000
N4370 _camtolerance=0.002362
N4380 _X_HOME=0.0 _Y_HOME=0.0 _Z_HOME=0.0
N4390 _A_HOME=0 _C_HOME=0
N4400;
N4410;
N4420;Operation: CENTERLINE_DRILLING
N4430;
N4440;Tool Change
N4450 T="DRILL"
N4460 M6
N4470 MSG("LATHE_FINISH")
N4480 TRAFOOF
N4490 SUPA G0 Z=_Z_HOME D0
N4500 SUPA G0 X=_X_HOME Y=_Y_HOME A=_A_HOME C=_C_HOME D4
N4510;Approach Move
N4520;
N4530;Initial Move
N4540 CYCLE832(_camtolerance,0,1)
N4550 TRAORI
N4560 G54
N4570;
N4580 ORIWKS
N4590 ORIAXES
N4600 G0 A0.0 C0.0
N4610 G0 X0.0 Y0.0 Z.873914 S0 D4 M4
N4620;Cutting
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
N4630 Z-1.307493
N4640;Retract Move
N4650 Z.873914
N4660 X10.435711 Z7.740364
N4670;End of Path
N4680 TRAFOOF
N4690 SUPA G0 Z=_Z_HOME D0
N470
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
N4710 CYCLE832()
N4720 M5
N4730;End of Program
N4740 M30
Вывод:
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
| Разраб. |
| Кулешов |
| Провер. |
| Кокорин |
| Реценз. |
| Н. Контр. |
| Утверд. |
| ВЫВОД |
| Лит. |
| Листов |
| ТИУ, МТОбзу-14 |
В процессе работы были получены навыки написания управляющей программы SIEMENSNX, для обработки детали фланец.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КР.УСП.МТОбзу14.12.000 ПЗ |
| Разраб. |
| Кулешов |
| Провер. |
| Кокорин |
| Реценз. |
| Н. Контр. |
| Утверд. |
| СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ |
| Лит. |
| Листов |
| ТИУ, МТОбзу-14 |
1. Ельцов М.Ю., Козлов А.А., Седойкин А.В., Широкова Л.В. Проектирование в NX под управлением Teamcenter.
Белгород, 2010-783 с.
2. Тришин А.М. Создание операций сверления в UnigraphicsNX. 2011-216 с.
3. Данилов Ю., Артамонов И. Практическое использование NX. ДМК.пресс. 2011-332 с.








