 2017-12-14
2017-12-14 1430
1430При диссоциации осуществляется распад сложных компонентов на отдельные атомы или составляющие части. Возникновению диссоциации способствует высокий температурный режим в зоне проведения сваривания и каталитическое действие металлического расплава. При проведении электродугового сваривания диссоциации подвергаются молекулы различных газов: кислорода, водорода и азота, дополнительно происходит распад углекислого газа, водяных паров и некоторых других.
В зависимости от условий проведения электродуговой сварки, получаемые при диссоциировании молекул водяного пара компоненты могут как восстанавливать, так и окислять компоненты сплава, присутствующие в сварочной ванне.
, присутствующий в составе флюса, также подвергается распаду. Получающийся свободный атом фтора связывает атомы водорода, препятствуя его растворению.
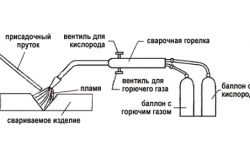
Принцип газовой сварки.
Окисление металлических компонентов происходит под влиянием газов, которые в процессе сваривания переходят в атомарное состояние. В первую очередь на процесс окисления огромное влияние оказывает атомарный кислород, получаемый из молекулярного, входящего в состав атмосферы, окисление металла снижает его качество. Дополнительно окислять атомы металла могут пары воды, которые в результате диссоциации образуют атомарный кислород. Получаемая при окислении окись двухвалентного железа, растворяясь в расплаве, резко снижает его физсвойства. При проведении дугового сваривания окислению подвергаются практически все компоненты, входящие в сталь заготовки, подвергаемой обработке.
Применяемая при проведении работы защита не всегда позволяет избежать окисления, поэтому для улучшения качества шва проводят раскисление компонентов сплава. Раскисление представляет собой восстановительный процесс, при котором осуществляется восстановление железа, содержащегося в электросварочной ванне. Образуемый при раскислении кислород переводится в металле в нерастворимые химсоединения. В качестве спецраскислителей применяется марганец, кремний, титан, алюминий и углерод. Раскислители вводятся в зону сваривания через проволоку, покрытие электросварочных электродов и флюсы.
Взаимодействие с азотом в атомарном состоянии возникает в процессе распада молекулярного газа при попадании в электросварочную дугу. Это ведет к синтезу нитридов, ухудшающих качество.
Взаимодействие с серой и фосфором понижает качество электросварного шва в области сваривания.
49.------------
50. Сварное соединение — неразъёмное соединение, выполненное сваркой.
Сварное соединение включает три характерные зоны, образующиеся во время сварки: зону сварного шва, зону сплавления и зону термического влияния, а также часть металла, прилегающую к зоне термического влияния.
По виду соединения сварные швы бывают стыковыми и угловыми. По расположению в пространстве швы сварных соединений подразделяются на нижние, вертикальные, горизонтальные и потолочные. Выход шва из потолочного положения в вертикальное при сварке цилиндрических изделий называется полупотолочным положением.
51. Строение сварного шва. Структура и свойства металла околошовной зоны. В зависимости от реальных условий процесса сварки, температуры, скорости нагрева и охлаждения различных участков металл сварного соединения неоднороден и состоит из следующих зон (рис. 1.1).
Металл шва – это та зона, в которой в связи с нагревом выше температуры плавления (линии ликвидус) свариваемый металл расплавляется в процессе сварки, перемешивается с металлом электрода и затем кристаллизуется. Металл шва имеет литую дендритную структуру и состоит из кристаллов столбчатой формы. Особенностью кристаллизации сварочной ванны является то, что в отличие от кристаллизации отливки в литейной форме, кристаллизация металла шва протекает при одновременном его подогреве со стороны источника тепла и быстром охлаждении за счет интенсивного теплоотвода в основной холодный металл.
Зона сплавления – расположенана границе основного металла и металла шва. В данной зоне выделяется участок с крупными зернами, т. е. участок металла, который в процессе сварки нагревался до температуры выше линии солидус, но ниже линии ликвидус (в данной температурной области происходит частичное расплавление основного металла). В нее попадают химические элементы из металла электрода (из сварочной ванны). В месте примыкания к границе сплавления основного металла со швом, из-за большой разницы химического состава основного и электродного (присадочного) металлов может образоваться химическая неоднородность. Эта неоднородность может привести к скачкообразному изменению физико-механических свойств металла околошовной зоны и снижению надежности сварного соединения. Ширина зоны сплавления изменяется в пределах 0,1 – 0,4 мм и зависит от химического состава свариваемого металла (от температурного интервала «ликвидус – солидус»), от способа и режима сварки.
Зона термического влияния – часть основного металла, примыкающая к сварному шву, с измененными в процессе сварки структурой и свойствами. Общая ширина ЗТВ зависит от условий нагрева и охлаждения, от теплофизических свойств и толщины свариваемого металла, от метеоусловий и пр. (при дуговой сварке она составляет – 2 – 6, а при газовой – до 30 мм).
Изменение структуры в околошовной зоне, например на однопроходном стыковом соединении, можно проследить, поместив над сечением сварного соединения кривую распределения максимальной температуры, совместив ее в том же масштабе температуры с диаграммой состояния железо-цементит.
52. Классификация материалов для сварки Большое количество материалов, требующихся для соединения металлов сваркой, затрудняют точную классификацию, но основные сварочные материалы подразделяются так: присадочная проволока для сварки и наплавки; для дуговой сварки штучные электроды; проволочные и пластинчатые электроды для шлаковой сварки; присадочные добавочные материалы несплошного, сплошного, трубчатого сечения; присадочные волоченые, катаные, протянутые литые стержни и проволока, наплавочные ленты с порошковым покрытием; горючий газ или кислород; сварочная аппаратура, компрессор; баллоны для содержания газа; генератор для получения из карбида кальция ацетилена или ацетиленовый баллон под давлением; редуктор для снижения давления сварочного газа; горелки для сварки, закалки, наплавления с набором необходимых типов наконечников разного диаметра; резиновые шланги для перемещения кислорода; флюсы и порошки для сварки.
Плавящиеся проволоки, пластины и стержни Такой вид электродов применяется при сварке в защитных газах, под флюсом, электрошлаковой. Стальная проволока, как сварочный материал, подразделяется на высоколегированную, низкоуглеродистую и легированную. Всего по сортаменту определяется 77 видов подобных изделий. Подбирая требуемые марки, меняют химический состав шва. Обычно применяют состав проволоки, похожий на свариваемый металл. Характеристика материала сварочного должна соответствовать ГОСТу и указывается на упаковке. Легированная и низкоуглеродистая стали для изготовления проволоки делятся на омедненные и неомедненные. Для ручной сварки используют проволоку, рубленную на куски длиной от 360 до 400 мм. Поставляется потребителю мотками весом от 20 до 85 кг. Все мотки оснащаются этикетками с указанием изготовителя и технических параметров проволоки. Пластины применяют для электрошлаковой сварки. Дуговая ручная сварка выполняется с помощью электродного металлического стержня со специальным покрытием, который называется электродом. Электроды делят в зависимости от толщины и состава нанесенного слоя и качества изготовления. По толщине различают особо толстое, среднее и тонкое покрытие. Три группы в ГОСТе служат для деления электродов в зависимости от точности изготовления и содержания серы и фосфора в составе покрытия. Тип сварочного материала с покрытием из стабилизирующих, связующих, раскисляющих, легирующих компонентов обозначается буквами:
53. Общие сведения об электродах Существует несколько параметров, по которым можно отличить электроды разных марок. Наиболее важными считаются свойства, касающиеся механических показателей металла шва, а также общего соединения посредством сварки. К этим группам свойств относятся следующие: ударная вязкость шва, угол изгиба соединения, временное сопротивление разрыву, а также относительное удлинение. Учитывая эти характеристики, и опираясь на ГОСТ 9467-75, их делят на несколько разновидностей. Электроды Э46, Э50, Э38, Э42 - принадлежат к той группе, которая используется для сварки сталей с временным сопротивлением до 490 МПа. Важно отметить, что две цифры, которые следуют после буквы "Э" - это числовая характеристика, соответствующая минимальному временному сопротивлению разрыва металла шва или сварного соединения. Измеряется этот показатель в кгс/мм2. Показатели сварочных электродов Электроды Э46, как говорилось ранее, предназначены для соединения конструкции с сопротивлением до 490 МПа. А вот марки Э42А, Э46А и Э50А используются для тех же сталей, но только в том случае, если к качеству шва будет предъявляться требование о повышенной ударной вязкости или об относительном удлинении. Важно отметить, что все указанные расходные материалы, включая электроды Э46, характеризуются еще одним отличительным качеством. Все материалы, принадлежащие к этой группе, обладают сварочно-технологическими свойствами. Кроме этого, применять сварочный аппарат с элементами из этой группы можно при любом положении сварочного аппарата. Также важно отметить, что род сварочного тока, производительность процесса, склонность к образованию пор и в некоторых случаях содержание водорода в наплавленном металле, никак не сказываются на использовании расходника. Электроды Э46 и другие марки этой группы могут эксплуатироваться с любыми из перечисленных показателей. Рутиловое покрытие электрода Элементом, составляющим внешнюю оболочку электродов, стал концентрат рутила. Это вещество является природным диоксидом титана. К данной категории принадлежат Электроды типа Э46 и Э42. Отличительная особенность работы с такими расходниками: металл шва, полученный после сварки, будет соответствовать классу спокойной или полуспокойной стали. Еще одним показателем качества станет и то, что стойкость металла шва к образованию трещин после сварки электродом с рутиловым покрытием будет выше, чем, к примеру, после сварки элементами, имеющими кислое покрытие. Преимущества элементов Электроды марки Э46, относящиеся к рутиловой группе, имеют несколько преимуществ, если сравнивать их с другими марками. К таким положительным качествам относят обеспечение более стабильного и постоянного горения дуги у сварочного аппарата при его работе с переменным током. Еще одно преимущество - это малое количество потерь металла, которое возникает при разбрызгивании материала. Еще один плюс электрода Э46 по ГОСТу 9467-75 - это легкая отделимость шлаковой корки, а также хорошее формирование самого шва. К положительным факторам применения этой марки элемента можно отнести слабую склонность к образованию пор при изменении длины дуги, при осуществлении сварочных работ с влажным и ржавым металлом, а также при работе с окисленной поверхностью. Тут стоит отметить, что есть еще одна группа электродов, к которым можно отнести и Э46, так как они очень похожи по своим качествам на рутиловые. Категория этих расходников обладает ильменитовым покрытием и занимает промежуточное место между кислым и рутиловым покрытием. Основное вещество, из которого состоит верхний слой электрода этой категории - это ильменитовый концентрат, который является природным соединением диоксидов титана и железа. Особенности использования Э46 Наилучшие свои качества электроды Э46 диаметром 2,5 мм, 4 мм и другие, проявляют при сварке низколегированных сталей. Вот, какие преимущества может дать применение этого расходника: Первая отличительная черта - высокая производительность. Появляется возможность выполнения сварочных работ с зазором, но для этого необходимо использовать минимальный рабочий ток. Элементы Э46 и другие из этой категории, характеризуются высокими показателями санитарно-гигиенических норм, так как выбросы от работы с этими расходниками в атмосферу незначительные. Э46 не требователен к качеству рабочей поверхности. Благодаря этому, его можно применять при сварке загрязненных, ржавых или даже влажных сталей. Использование этой марки возможно также при работе с заготовками средних и больших размеров. Для работы с такими электродами не потребуются специальные сварочные аппараты, хватит и обычного, который работает от розетки. Сфера применения Э46 Прежде чем приступить к использованию этой марки электродов, лучше всего прокалить их в течение 1 часа. При осуществлении работ с такими расходниками, рекомендуется поддерживать среднюю или высокую частоту дуги, для того чтобы обеспечить высокое качество сварного шва по всей его длине. Применение этих элементов осуществляется при любом пространственном положении. Они отлично показывают себя как при работе с постоянным, так и с переменным током. Сфера использования этого электрода велика. Его используют практически во всех промышленных отраслях. Это и машиностроение, и судостроение, и химическая промышленность, и соединение металлоконструкций. Маркировка расходных элементов Одним из наиболее распространенных видов этого расходника, стал электрод Э46 с диаметром 4 мм. Для того чтобы понять, какие элементы подойдут для соединения низколегированных и углеродистых сталей, необходимо знать маркировку. Буква Э - это индекс, который указывает, что электрод должен использоваться ручной дуговой сваркой или наплавкой. Существует небольшой подкласс расходных элементов с буквой А. Наличие данного индекса говорит о том, что шов, полученный при сварке этим электродом, будет обладать такими повышенными качествами, как улучшенная пластичность и более высокая ударная вязкость. Э46А и отзывы Электрод Э46 с улучшенными свойствами имеет маркировку Э46А. Этот вид расходника относится к категории, имеющей основное покрытие. Главными элементами, покрывающими электроды, стали карбонаты и фтористые соединения. Металл, который подвергается сварке таким типом электрода, будет соответствовать спокойному типу полученного шва. Из-за того, что содержание газов очень низкое, состав неметаллических примесей также минимальный. Сварочные швы, которые выполнялись электродами, отличаются высоким показателем пластичности и ударной вязкости при нормальной и пониженной температуре. Шов будет обладать более высокой устойчивостью к образованию горячих трещин. Однако стоит отметить, что по технологическим характеристикам они уступают другим видам. Отзывы о работе с этими типами электродов, а также обычными Э46 - положительные. Со сварочными электродами легко работать, в качестве и надежности элементов можно не сомневаться. К преимуществам относят: малое количество шлака, равномерное горение, а также чистый шов после сварки. К недостаткам - высокую цену. Некоторые отмечают, что электроды этой марки горят по-разному.
54. =============
55. Для дуговой сварке применяют как постоянный, так и переменный ток. Источниками постоянного тока являются сварочные генераторы (сварочные преобразователи и агрегаты), и сварочные выпрямители (селеновые и кремниевые). Источником переменного тока – сварочные трансформаторы, их применяют значительно чаще. Они более просты в изготовлении в эксплуатации, имеют небольшую массу и стоимость, а также обладают более высоким КПД и более долговечны. Однако при питании переменным током дуга горит неустойчиво, так как 100 раз в секунду напряжение и ток дуги проходят через нулевое значение, что приводит к временной деионизации дугового промежутка.
Постоянный ток предпочтителен в технологическом отношении, при его применении повышается устойчивость горения дуги, улучшаются условия сварки в различных пространственных положениях, появляется возможность вести сварку прямой и обратной полярности.
К источникам сварочного тока предъявляются следующие требования: они должны обеспечить легкое зажигание и устойчивое горение дуги, ограничивать величину тока короткого замыкания, должны быть безопасными в работе и обладать хорошими динамическими свойствами. Динамические свойства определяются временем восстановления напряжения от момента короткого замыкания, когда оно почти равно нулю, до значения 18−20В, когда происходит зажигание дуги. Это время не должно превышать 0,05 с, чем быстрее восстанавливается напряжение, тем динамичнее свойства источника питания.
а б 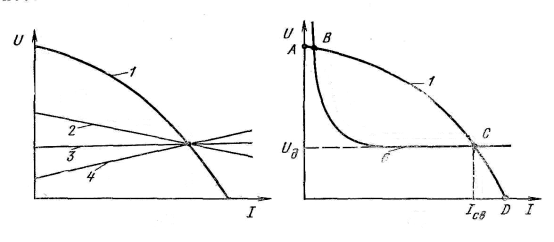 Рис. 3. Внешние характеристики источников питания и сварочной дуги Рис. 3. Внешние характеристики источников питания и сварочной дуги |
Важнейшим вопросом при конструировании источника питания является выбор его внешней характеристики – зависимости напряжения на его выходных клеммах от силы тока в цепи при нагрузке. Внешняя характеристика источников сварочного тока может быть круто падающей 1 (рис. 3, а) пологопадающей 2, жесткой 3, возрастающей 4. Источник сварочного тока выбирают в зависимости от вольтамперной характеристики дуги (см рис. 2), соответствующей применяемому способу сварки. Для ручной дуговой сварки требуются источники сварочного тока с крутопадающей внешней характеристикой.
Режим горения сварочной дуги определяется точкой пересечения характеристик дуги 1 и источника тока 2 (рис 3, б). Точка А называется точкой холостого хода – источник тока включен, развивая максимальное напряжение (60−80В), а сварочная цепь разомкнута. Точка В – точка неустойчивого горения дуги. При изменении соответствующей ей тока дуга либо гаснет, либо ток дуги возрастает до режима устойчивого горения. Точка С является точкой устойчивого горения дуги (Uр = 15−30В). Точка D соответствует режиму короткого замыкания, который имеет место при зажигании дуги и ее замыкании характеризуется малым напряжением, стремящимся к нулю, и повышенным, но ограниченным током (Iкз ≤ 1,5Iр), чтобы не допустить перегрева токопроводящих проводов и источников тока.
Сварочный трансформатор (рис. 4) снижает высокое напряжение сети (220 или 380В) до напряжения холостого хода (60−80В). Кроме того, трансформатор создает на дуге падающую внешнюю характеристику. Для этого последовательно с дугой и вторичной 2 обмоткой трансформатора включают реактивную (дроссельную) катушку 3. Во время прохождения сварочного тока в витках дроссельной обмотки 3 индуктируется ЭДС самоиндукции противоположно направленная основной ЭДС трансформатора. Поэтому напряжение, подведенное к дуге, снижается от значения холостого хода до 18−30В во время горения дуги и почти до нуля при коротком замыкании. Ток в трансформаторе регулируется изменением величины самоиндукции дросселя при увеличении или уменьшении воздушного зазора S между подвижной 1 (надо рисовать) и неподвижной 2 частями его сердечника. С увеличением зазора S самоиндукция дросселя, которая зависит от магнитного потока сердечника, уменьшается, а напряжение на дуге и, следовательно, сварочный ток увеличивается. При уменьшении зазора – на оборот. Благодаря наличию индуктивного сопротивления достигается падающая внешняя характеристика источника сварочного тока.
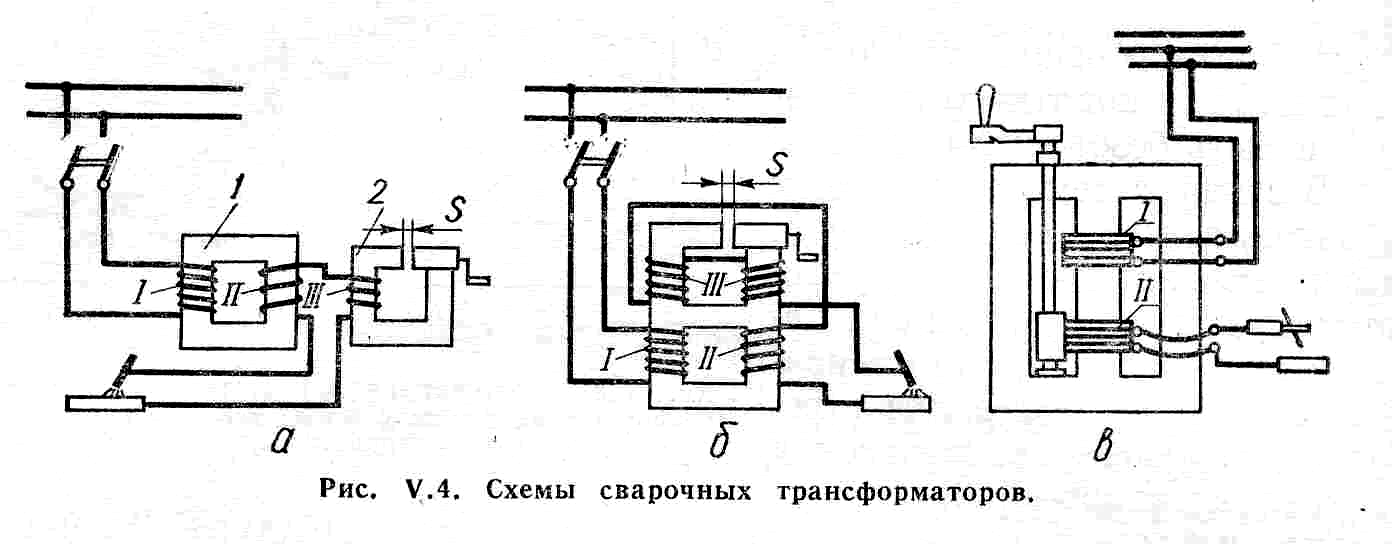 Рис. 4. Схема сварочного трансформатора Рис. 4. Схема сварочного трансформатора |
Величину тока короткого замыкания, а следовательно, и сварочного плавно регулируют изменением магнитного потока обмотки Н путем уменьшения или увеличения тока в этой обмотке реостатом РТ. Для ступенчатого регулирования тока размагничивающая обмотка секционирована. При подключении сварочного провода на левую клемму (рис 22 а) устанавливаются малые токи, на правую – большие.
Сварочные преобразователи. Для сварки источниками постоянного тока служат сварочные преобразователи и сварочные агрегаты. Сварочный преобразователь состоит из генератора постоянного тока и приводного электродвигателя, сварочный агрегат – из генератора и двигателя внутреннего сгорания (д.в.с.). Сварочные агрегаты применяются для работы в полевых условиях и в тех случаях, когда в питающей электрической сети сильно колеблется напряжение. Генератор и д.в.с. (бензиновый или дизельный) монтируются на общей раме без колес, на катках, колесах, в кузове автомашины и на базе трактора.
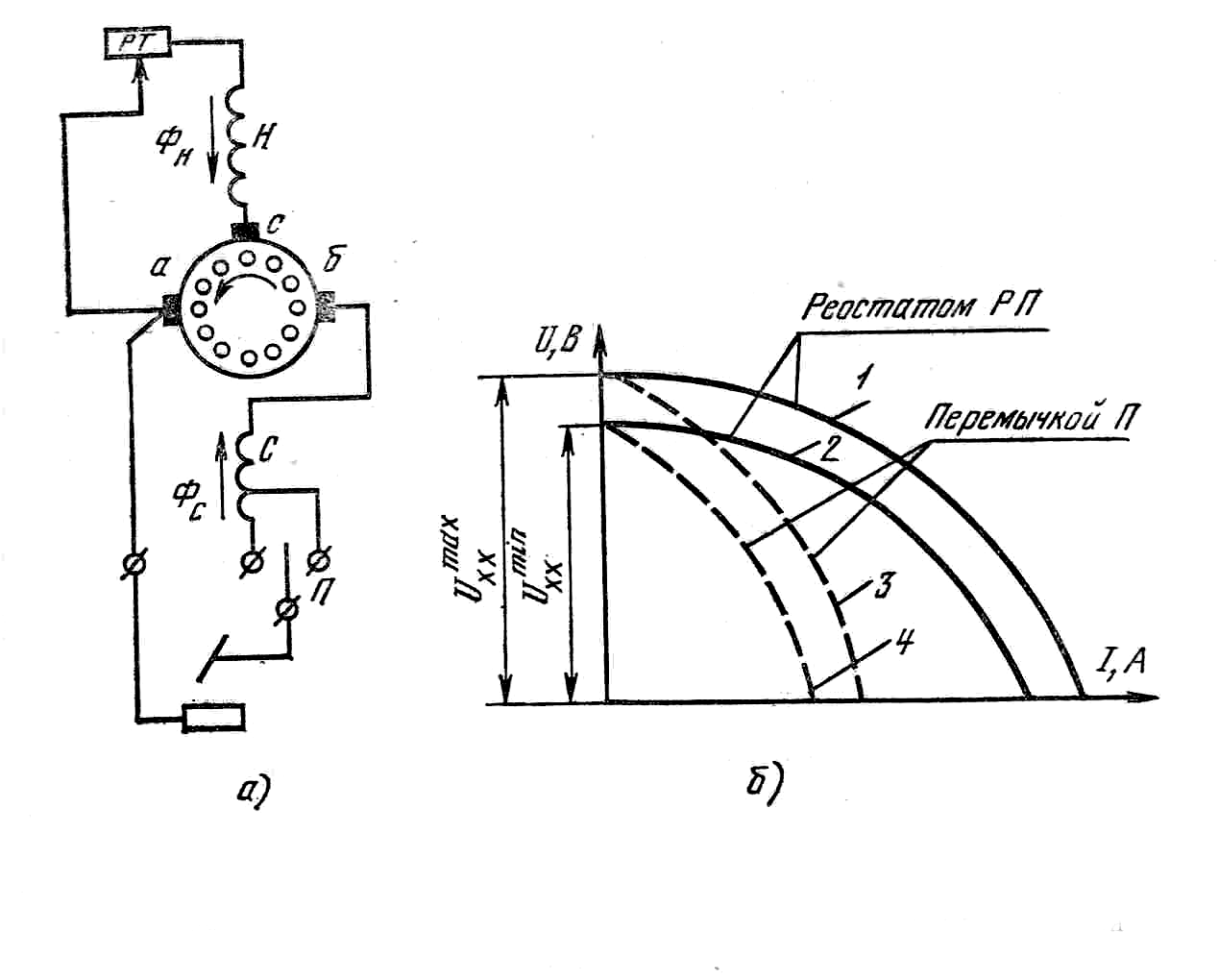 Рис. 5. Схема сварочного генератора Рис. 5. Схема сварочного генератора |
Сварочный преобразователь состоит из сварочного генератора постоянного тока и приводного электродвигателя, размещенных обычно в общем корпусе и на общем валу. Приводной электродвигатель преобразует электрическую энергию переменного тока в механическую, а сварочный генератор преобразует механическую энергию в электрическую энергию постоянного тока, питающего сварочную дугу.
Рассмотрим схему генераторов с намагничивающей параллельной и разма-гничивающей последовательной обмотками возбуждения (рис. 5). Отличительной особенностью генераторов такой схемы является использование принципа само-возбуждения. Поэтому их полюса изготовляются из феромагнитной стали, имеющий остаточный магнетизм.
Как видно из схемы (рис. 5) генератор имеет на основных полюсах две обмотки: обмотку возбуждения Н и последовательно включенную размагничивающую обмотку С. Обмотка Н подключена к дополнительной с и основной а щеткам генератора, напряжение между которыми постоянно по величине и не меняется с изменением нагрузки. Магнитный поток Фн этой обмотки постоянен по величине, поэтому обмотку Н называют обмоткой независимого возбуждения.
При холостом ходе э.д.с. генератора индуктируется только магнитным потоком Фн. При зажигании дуги сварочный ток проходит через последовательную обмотку С, которая подключена к основным щеткам а и б так, что магнитный поток Фс направлен против магнитного потока Фн. Этим обуславливается размагничивающее действие последовательной обмотки. ЭДС, индуктируемая в якоре генератора, тем меньше, чем больше магнитный поток Фс, величина которого зависит от тока сварочной цепи. Чем меньше ток в сварочной цепи, тем меньше Фс и тем выше напряжение генератора. При коротком замыкании, т.е. при максимальном токе в сварочной цепи, магнитный поток Фс последовательной обмотки почти равен магнитному потоку Фн обмотки независимого возбуждения, и напряжение на зажимах генератора близко к нулю. Взаимодействием магнитных потоков двух обмоток обеспечивается падающая внешняя характеристика сварочного генератора..
Сварочные выпрямители. Сварочные выпрямители – это устройства, преобразующие с помощью полупроводниковых элементов (вентилей) переменный ток в постоянный и предназначенные для питания сварочной дуги. Их действие основано на том, что полупроводниковые элементы проводят ток только в одном направлении.
Принципиальная электрическая схема сварочного выпрямителя представлена на рис. 6. Сварочный выпрямитель состоит из двух основных частей: понижающего трехфазного трансформатора I с регулирующим устройством и выпрямительного блока ВС, состоящего из селеновых (или кремниевых) вентилей. Конструкцию сварочного выпрямителя несколько усложняет входящий в него вентилятор ДВ для охлаждения выпрямительного блока. Включение выпрямителя в работу производится пакетным выключателем ПВ. Вентилятор сблокирован с выпрямителем воздушным реле РКВ. При нормальной работе вентилятора срабатывают реле контроля вентиляции РКВ, включаемое потоком воздуха от вентилятора, и магнитный пускатель ПМ, соединяющий обмотки сварочного трансформатора с сетью. Если вентилятор поврежден, то выпрямитель не включается, если повреждение произойдет во время работы, то выпрямитель выключится.
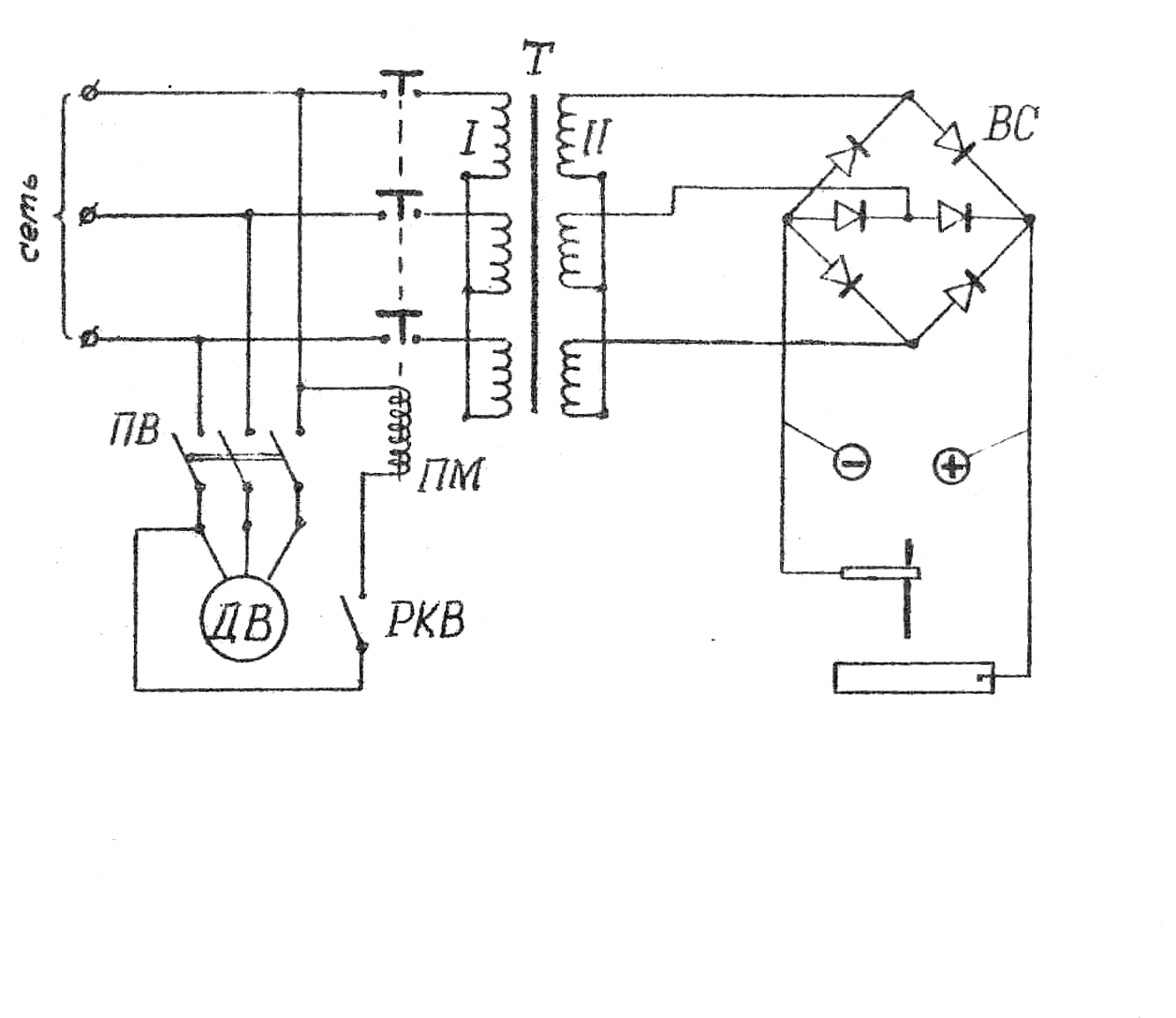
Рис. 6. Схема трехфазного выпрямителя
Сварочные выпрямители перед преобразователи имеют следующие преимущества: более высокий КПД и меньше потери на холостом ходу, лучшие динамические свойства, меньшую массу, большую надежность и простоту обслуживания при эксплуатации, бесшумность при работе, большую экономичность при изготовлении. Основной недостаток сварочных выпрямителей – их большая чувствительность к колебаниям напряжения сети, чем у сварочных преобразователей. Подобно сварочным генераторам они могут быть однопостовыми и многопостовыми и иметь падающую, пологую или жесткую внешнюю характеристики. Для создания падающей характеристики используются сварочные трансформаторы с увеличенным магнитным рассеянием или для этой цели служит дроссель. Для ручной сварки применяют выпрямители с падающей внешней характеристикой.
56. Ручная дуговая сварка — сварка, источником энергии которой является электрическая дуга.
Ручная дуговая сварка. 1 — электродное покрытие, 2 — электрод, 3 — защитный газ, 4 — место расплава металла, 5 — заготовка, 6, 7 — шов
Используется для сварки углеродистых сталей обычного качества, качественных сталей с различным содержанием марганца, низколегированных и легированных, жаропрочных и жаростойких сталей, чугуна и цветных металлов.
Ручная дуговая сварка классифицируется:
· по виду электрода. Электроды могут быть плавящиеся и неплавящиеся.
· по виду дуги (свободная или сжатая)
· по воздействию дуги на металл (прямого или косвенного действия, трёхфазной дугой).
Ручная дуговая сварка возможна при разных положениях сварного шва в пространстве.
Преимущества:
· допускается сварка в труднодоступных местах;
· сварка в любых положениях в пространстве (под углом, вертикальная);
· сварки большого вида сталей, чугуна, цветных металлов, из-за широкого выбора разных марок электродов;
· простота и дешевизна сварочного оборудования.
Недостатки:
· качество соединений зависит от квалификации сварщика;
· низкий КПД и производительность по сравнению с иными технологиями сварки;
· вредные условия процесса сварки для окружающих;
· влияние магнитного дутья (отклонение дуги под действием возникающих магнитных полей) на сварочный процесс при постоянном токе.








