 2017-12-14
2017-12-14 1005
1005Технологическая операция –термическое окисление кремния (рис. 2.2). В планарной технологии метод термического окисления кремния яиляется основным при получении маскирующих пленок в процессах фотолитографии, легирования и травления кремния и пленок подзатворного оксида для МОП-структур.

Рисунок 2.2 – Схема процесса окисления пластины кремния
В общем случае технологическая операция термического окисления кремния, как и любой другой технологический процесс, может быть представлена в виде «черного ящика» (рис. 2.3) с четырьмя группами параметров.
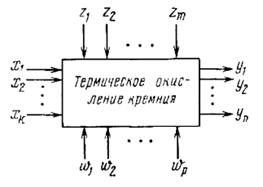
Рисунок 2.3 – Представление процесса в виде «черного ящика»
Входные контролируемые и управляемыепараметры:  В операции термического окисления к этой группе факторов относятся:
В операции термического окисления к этой группе факторов относятся:
– температура подложки (tподл, °С);
– давление парогазовой смеси в реакторе (Р, МПа);
– концентрация водяного пара в объеме реактора (С, м-3);
– температура воды в барботере ( , °С);
, °С);
–скорость подачи парогазовой смеси в реактор (м/с);
– скорость нагрева и охлаждения печи вместе с пластинами (м/с).
Непосредственно в производстве задаются пределами изменения каждого фактора:  Например: 850°С≤ tподл ≤1300°С, 1 МПа≤ P ≤50 МПа, 60оС≤ ≤95°С.
Например: 850°С≤ tподл ≤1300°С, 1 МПа≤ P ≤50 МПа, 60оС≤ ≤95°С.
Входные контролируемые, но неуправляемые факторы:  В термическом окислении к ним относятся: степень чистоты подложки, уровень легирования подложки, степень чистоты реактивов и другие факторы, управление которыми ведется на предыдущих операциях ТП. Эти факторы вносят систематическую погрешность в точность ТП, но если их влияние не деформирует закон распределения параметров качества ТП, то нет необходимости в их контроле и анализе.
В термическом окислении к ним относятся: степень чистоты подложки, уровень легирования подложки, степень чистоты реактивов и другие факторы, управление которыми ведется на предыдущих операциях ТП. Эти факторы вносят систематическую погрешность в точность ТП, но если их влияние не деформирует закон распределения параметров качества ТП, то нет необходимости в их контроле и анализе.
Входные неконтролируемые и неуправляемые факторы:  .К этой группе относятся случайные и, следовательно, неконтролируемые параметры исходных материалов и оборудования. Количество этих факторов велико, они неуправляемы и создают «шум» на входе ТП.
.К этой группе относятся случайные и, следовательно, неконтролируемые параметры исходных материалов и оборудования. Количество этих факторов велико, они неуправляемы и создают «шум» на входе ТП.
Выходные параметры  несут информацию о качестве ТО и удовлетворяют установленным допускам:
несут информацию о качестве ТО и удовлетворяют установленным допускам:  . Операция термического окисления характеризуется следующими параметрами качества: точностью толщины слоя оксида; однородностью слоя; беспористостью слоя; чистотой слоя; плоскостностью пластины кремния и др. Все эти параметры относятся к физическим параметрам качества оксидного слоя.
. Операция термического окисления характеризуется следующими параметрами качества: точностью толщины слоя оксида; однородностью слоя; беспористостью слоя; чистотой слоя; плоскостностью пластины кремния и др. Все эти параметры относятся к физическим параметрам качества оксидного слоя.
При анализе ТП важно определить зависимость выходных параметров качества от входных контролируемых и управляемых факторов. В операции термического окисления каждый выходной параметр зависит от суммарного действия всех входных факторов. В качестве выходного параметра данного ТП выбирается пробивное напряжение слоя окисла y=f(x1, x2,..., xk).
Обозначим наиболее существенные факторы следующим образом:
х1 —температура подложки;
х2 — давление парогазовой смеси в реакторе;
х3 — концентрация водяного пара в объеме реактора;
х4 — температура воды в барботере;
х5 — скорость потока парогазовой смеси;
х6 — скорость нагрева печи.
Построим матрицу рангов в виде таблицы 2.2.
Рассчитаем коэффициент конкордации


Значение коэффициента конкордации W >0,4 говорит о достаточной степени согласованности мнений специалистов.
Построим диаграмму рангов (рис.2.4).
Таблица 2.2 – Матрица рангов
| Специалист | Факторы | |||||
| х1 | х2 | х3 | х4 | х5 | х6 | |
| Сумма рангов данного фактора | ||||||
| Cреднее арифметическое значение суммы рангов | 18,9 | 37,8 | 43,2 | |||
| Абсолютное значение отклонения суммы рангов от их среднего арифметического значения | 357,2 | 1428,8 | 1866,2 |
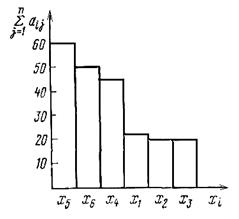
Рисунок 2.4 – Диаграмма рангов
Построенная диаграмма показывает три фактора, которые обладают наибольшим влиянием на выходной параметр качества: Х1, X2 и Х3.
Задачи для решения
(интерактивная форма– метод «мозгового штурма»)
С помощью метода ранговой корреляции установить значимость входных факторов технологического процесса самостоятельно выбранном, в соответствии с темой магистерской диссертации или в соответствии с вариантом:
1 – Механическая обработка печатной платы;
2 – формирование токопроводящих элементов печатных плат;
3 – формирование рисунка печатных плат;
4 – травление меди с пробельных мест;
5 – нанесение припойной пасты на плату;
6 – установка компонентов на плату;
7 – оплавление припойной пасты.
1. Каждый студент группы выступает в роли эксперта и, не советуясь с другими, должен оценить каждый фактор в баллах, от 1 до 10 или расширить список факторов (1- максимальная значимость).
2. Составьте сводную матрицу рангов, занося в нее соответствующие ранговые показатели, полученные от всех
3.Оцените степень согласованности экспертов по каждой идее.
4. Постройте диаграмму рангов
5. Сделайте вывод по проведенной работе: какой фактор имеет наивысшую значимость; какова при этом согласованность мнений экспертов; по какому фактору получена наибольшая согласованность мнений экспертов; по какому из факторов больше всего расходятся мнения; какие из рассмотренных факторов можно порекомендовать для проведения эксперимента.
Контрольные вопросы
1. В чем принципиальное отличие метода ранговой корреляции от других методов исследования?
2. В каких случаях метод ранговой корреляции не дает желаемого эффекта?
3. Какова общая стратегия исследования при определении факторов, влияющих на процесс.
4. Для чего служат коэффициент конкордации?
5. Что характеризует матрица рангов?
6. Как по диаграмме рангов определить факторы, оказывающие существенное влияние на исследуемый процесс?








