 2018-01-08
2018-01-08 1014
1014Существует большое многообразие методов изготовления стержней: с помощью ручной набивки стержневых ящиков, на встряхивающих, пескодувных и пескострельных машинах, с помощью пескометов и на установках, использующих жидкоподвижные самотвердеющие смеси (ЖСС). В массовом производстве отливок средних размеров наиболее часто используют пескодувный и пескострельный способы, а стержни для крупных отливок мелкосерийного производства изготавливают с помощью пескометов, ручной набивкой ящиков и на установках, использующих ЖСС. Вручную изготавливают и мелкие, ажурные стержни, так как машинное изготовление не всегда обеспечивает требуемую плотность и ее равномерность в различных зонах стержня.

|
| 'ЖЖЖЖЖЖЖЖЖЖЖЖЖЖл 5 wXwffi |
На рис. 13.13 приведена схема изготовления цельного стержня в ящике, состоящем из двух половин. В половину 2 стержневого ящика, смазанного керосином, засыпают стержневую смесь 3 и укладывают арматуру 2 или сварной металлический каркас, если стержень имеет сложную конфигурацию. Каркас не должен препятствовать вентиляции стержня и усадке отливки, поэтому в зависимости от размеров стержней устанавливается минимальное удаление каркаса от их поверхности. После уплотнения смеси металлической линейкой удаляют ее избыток и производят сбор-
Щ
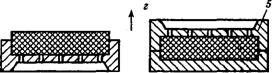 Рис. 13.13.Изготовление стержней вручную:а— набивка половинок стержневого ящика; б— сборка ящика; в— удаление половины ящика; г— укладка сушильной плиты; д— удаление второй половины ящика
Рис. 13.13.Изготовление стержней вручную:а— набивка половинок стержневого ящика; б— сборка ящика; в— удаление половины ящика; г— укладка сушильной плиты; д— удаление второй половины ящика
|
<JJ N)
 Рис. 13.14.Машинное изготовление стержней:а, б— на пескодувной машине; в— на пескострельной машине
Рис. 13.14.Машинное изготовление стержней:а, б— на пескодувной машине; в— на пескострельной машине
|
ку. Душником 4 накалывают канал, облегчающий выход газов из стержня в его знаковую часть при заливке формы. Затем удаляют верхнюю половину ящика и вместо нее-укладывают сушильную плиту 5, повторяющую форму поверхности половины стержня. Всю систему поворачивают на 180° и удаляют вторую половину ящика, после чего он направляется на следующий цикл процесса изготовления стержня, а сырой стержень вместе с плитой — в сушило.
В ряде случаев считается целесообразным изготовлять отдельно две половины стержня, и после сушки на плоских сушильных плитах их склеивают и шпаклюют по плоскости разъема.
В цехах крупносерийного и массового производства доминируют пескодувный и пескострельный способы. Пескодувные машины могут иметь различное конструктивное оформление, но наиболее часто встречаются такие, устройство которых приведено на рис. 13.14, а, б. Машина имеет пескодувную головку 1 со щелевыми отверстиями в донной плите. С помощью пневматического цилиндра 7 головка может перемещаться вправо по рольгангу 8. Вместе с ней перемещается шибер 6, препятствующий выпадению смеси 3 из бункера 4. Когда головка расположена под бункером, включавЬт вибратор 5, и стержневая смесь перетекает в головку. Стержнев'ой ящик 9 с отверстиями в верхней половине, совпадающими с отверстиями пескодувной плиты, устанавливают на рабочем столе с воздушной подушкой 10.
Заполненную смесью головку перемещают в левое положение и в воздушную подушку под столом подают сжатый воздух, устраняя зазоры между ящиком и плитой, а также головкой и крышкой головки 2. Открывая клапан в крышке головки, обеспечивают подачу сжатого воздуха в головку. Воздух давит на смесь, фильтруется через нее и вместе с песком устремляется в стержневой ящик. Воздух выходит через венты, занимающие до 50 % поверхности ящика. После прекращения подачи воздуха в подушку и головку стержневой ящик снимают со стола, разбирают, стержень перекладывают на плиту и повторяют рабочий цикл. Очень часто ящики делают обогреваемыми газом или электричеством, совмещая процессы изготовления и сушки или отвердевания.
Пескострельная машина (рис. 13.14, в) по принципу работы напоминает пескодувную, но обеспечивает более высокую подвижность стержневой смеси при заполнении ею полости ящика, вследствие чего в ящик практически не поступает воздух и отпадает необходимость в установке большого количества вент.
Смесь из бункера 11 через шибер 12 попадает в рабочий резервуар 13, из которого под действием сжатого воздуха заполняет стержневой ящик 15, установленный на рабочем столе 16. Надувная плита 14 имеет не только отверстие, соединяющее полости резервуара и ящика, но й отверстие, через которое воздух из ящика выходит в атмосферу. Сжатый воздух из резервуара 17 через отверстие большого размера, закрываемое быстродействующим клапаном 18, поступает в рабочий резервуар с двойными стенками. Отверстия во внутренней стенке служат рассекателем воздуха. Под давлением воздуха смесь отделяется от стенок и легко перемещается в ящик.








