 2018-01-08
2018-01-08 2785
2785Токарно-винторезные станки из-за своих широких технологических возможностей получили наибольшее распространение. На рис. 22.2 показан общий вид токарно-винторезного станка 16К20.
Все узлы токарно-винторезного станка смонтированы на станине 8 коробчатой формы. Слева на станине расположена шпиндельная бабка 1, в которой размещен механизм коробки
12 3 4 5 6 7 8 9 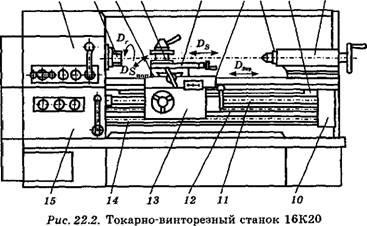 |
скоростей, предназначенный для изменения частоты вращения шпинделя 2.
С правой стороны станины на специальных направляющих находится задняя бабка 9, в коническом отверстии пиноли 7 которой может устанавливаться концевой инструмент и вспомогательная оснастка (центры, патроны, сверла и т.п.). С левой стороны на боковой поверхности станины закреплена коробка подач 15, представляющая собой многоскоростную зубчатую передачу, которая получает вращение от шпинделя и через гитару сменных колес передает его ходовому валу 12 или ходовому винту И. Ходовой винт имеется только у токарно-винторезных станков и предназначен для нарезания резьб. Между шпиндельной и задней бабками по направляющим станины перемещается суппорт, на каретке 6 которого имеются направляющие для перемещения по ним поперечных салазок 3. На верхней плоскости салазок смонтирован верхний суппорт 5, который может совершать установочный поворот вокруг вертикальной оси. Салазки верхнего суппорта перемещаются вдоль направляющих и несут на себе поворотный резцедержатель 4. При нарезании резьбы движение поступает на суппорт через ходовой винт 11 и гайку, закрепленную в фартуке 13 суппорта. При всех других видах обработки движение на суппорт передается по ходовому валу 12 через механизм фартука. Ходовой винт и ходовой вал своими правыми цапфами установлены в подшипниках кронштейна 10 станины. В этом же кронштейне установлен валик 14 включения главного привода станка.
Обработке на токарно-винторезном станке предшествуют установка соответствующими рукоятками частоты вращения шпинделя и величины подачи, настройка гитары сменных колес при нарезании резьб, установка и закрепление режущих инструментов, приспособлений и заготовок, изменение положения верхнего суппорта и задней бабки при обработке конических поверхностей и т.п.
Закрепление заготовок с отношением длины к диаметру L:D < 4 производится в трехкулачковых самоцентрирующихся патронах, установленных на шпинделе станка. Несимметричные относительно оси вращения заготовки закрепляют в четырехку- лачковых патронах с независимым радиальным перемещением кулачков или на планшайбах с угольниками и прихватами. Закрепление заготовок с отношением длины к диаметруL:D> 4 в патронах производится с одновременной поддержкой центром задней бабки. В зависимости от условий обработки в этом случае используют неподвижные и вращающиеся центры. Такие заготовки могут устанавливаться в центрах с передачей крутящего момента от шпинделя через поводковый самозажимной патрон или поводковый центр и хомутик. Для уменьшения деформаций при обработке маложестких заготовок(L:D > 8) используют поддерживающие люнеты: подвижный, устанавливаемый на суппорте, и неподвижный, закрепленный на станине.
Обработку конических поверхностей на токарно-винторез- ных станках осуществляют одним из следующих способов:
1) широкими токарными резцами (рис. 22.3, а) обтачивают короткие конические поверхности с длиной образующей до 30 мм. Используют токарные проходные резцы, у которых главный угол в плане равен половине угла при вершине обтачиваемой конической поверхности. Обтачивают с поперечной или продольной подачей;
2) поворотом каретки верхнего суппорта (рис. 22.3, б), которую разворачивают на угол, равный половине угла при вершине обрабатываемого конуса, обтачивают конические поверхности, длина образующей которых не превышает длину хода каретки верхнего суппорта. Обработка идет с ручной подачей суппорта;
3) смещением корпуса задней бабки в поперечном направлении (рис. 22.3, в) обтачивают длинные конические поверхности с небольшим углом конуса при вершине (2...8°). Обрабатываемую заготовку устанавливают в сферических центрах. При этом ось вращения заготовки располагается под углом к линии центров станка, а образующая конической поверхности — параллельно линии центров станка. Обработку ведут с продольной подачей резца;
4) с помощью конусной линейки (рис. 22.3, г) обтачивают длинные конические поверхности с углом при вершине конуса до 30...40°. Корпус 3 конусной линейки закрепляют на станине станка. На корпусе имеется призматическая направляющая линейки 2, которую по шкале устанавливают под углом к линии центров станка. По направляющей перемещается ползун 1, связанный через рычаг с кареткой поперечного суппорта 4. Гайку ходового винта поперечной подачи отсоединяют от каретки суппорта. Коническую поверхность обтачивают с продольной подачей.
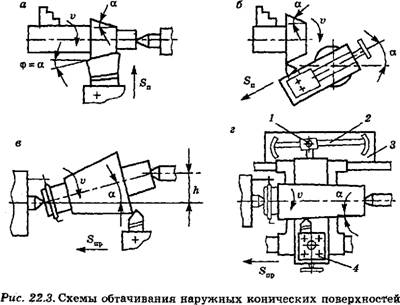 на токарно-винторезном станке: а — при помощи широких резцов; б — поворотом каретки верхнего суппорта;в— смещение корпуса задней бабки; г— с помощью конусной линейки на токарно-винторезном станке: а — при помощи широких резцов; б — поворотом каретки верхнего суппорта;в— смещение корпуса задней бабки; г— с помощью конусной линейки |
Скорость продольной цодачи складывается со скоростью поперечной подачи, получаемой кареткой поперечного суппорта от ползуна, скользящего по направляющей линейке. Сложение двух движений обеспечивает перемещение резца под углом к линии центров станка.
На токарных станках с ЧПУ обработка конических поверхностей производится сочетанием продольного и поперечного движений подачи, задаваемых программой.
Нарезание резьбы на токарно-винторезных станках выполняют резцами, метчиками и плашками.
Форма режущих кромок резцов определяется профилем и размерами поперечного сечения нарезаемых резьб. Резец устанавливают на станке по шаблону. Резьбу нарезают за несколько проходов с продольной подачей резцаSnp(рис. 22.4).
При нарезании резьбы продольный суппорт получает поступательное движение от ходового винта. Это необходимо для того,
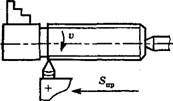 Рис. 22.4.Схема нарезания однозаходной резьбы на токарно-винторезном станке Рис. 22.4.Схема нарезания однозаходной резьбы на токарно-винторезном станке |
чтобы резец получал поступательное движение, равное шагу нарезаемой резьбы.
На токарно-винторезных станках нарезают метрические, дюймовые, модульные и специальные резьбы.
Нарезание многозаходных резьб требует точного углового деления обрабатываемой заготовки при переходе от одной нитки нарезаемой резьбы к другой. Многозаходные резьбы нарезают несколькими способами. Это можно сделать поворотом заготовки на угол при использовании поводкового патрона с прорезями, в которые входит отогнутый конец хомутика. При повороте заготовки на угол винторезную цепь разрывают, для чего выключают маточную гайку. Того же результата можно достичь, используя градуированный патрон, который позволяет повернуть патрон вместе с заготовкой на требуемый угол. Резьба может быть нарезана смещением резца на ход резьбы с помощью ходового винта верхнего суппорта или использованием нескольких резцов со смещением их относительно друг друга в осевом направлении на величину хода нарезаемой резьбы.








