 2018-01-08
2018-01-08 999
999Обработка сложных деталей требует применения большого числа режущих инструментов. Ее проводят на револьверных станках, имеющих специальное устройство для закрепления инструментов — револьверную головку. У этих станков на направляющих станины вместо задней бабки установлен револьверный суппорт 4 (рис. 22.6, а), перемещающийся в продольном направлении. На этом суппорте размещена периодически поворачивающаяся вокруг своей оси револьверная головка 3, в радиальных или осевых отверстиях которой закрепляют режущие инструменты (резцы, блоки резцов, концевые инструменты и т.д.). Различают станки с вертикальной, горизонтальной и наклонной осью вращения револьверной головки. Станки с вертикальной осью вращения револьверной головки имеют суппорт 2, несущий резцедержатель 1. Суппорт 2 совершает продольноеDSnpи поперечное DSnonдвижения подачи.
Станки с горизонтальной осью вращения головки (рис. 22.6, б) не имеют суппорта с резцедержателем, а инструменты, для работы которых требуется поперечное движение подачи (отрезные, дисковые фасонные резцы), получают его при медленном вращении револьверной головки вокруг своей оси (Д5кр). Заготовки (прутки) при этом имеют относительно небольшой диаметр и быстрое вращение вокруг своей оси. На станках этого типа возможно нарезание резьб по копиру резцами и гребенками, установленными на специальном суппорте.
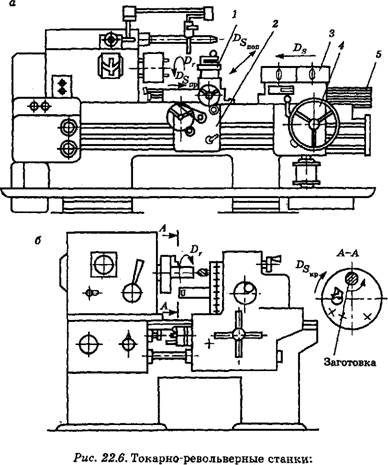 а — с вертикальной осью; б — с горизонтальной осью вращения револьверной головки
а — с вертикальной осью; б — с горизонтальной осью вращения револьверной головки
|
Особенностью токарно-револьверных станков является использование в их конструкции барабана упоров 5, вращающегося синхронно с револьверной головкой. Длина упоров определяет длину обрабатываемой поверхности для каждого инструмента револьверной головки.
Наибольшее распространение токарно-револьверные станки получили в условиях серийного производства, что наложило отпечаток на конструкцию вспомогательной оснастки, используемой на этих станках. Так, для закрепления штучных заготовок применяют самоцентрирующиеся патроны с пневмоприводом, а при обработке заготовок из прутка — цанговые патроны.
На токарно-револьверных станках обтачивают наружные цилиндрические поверхности, подрезают торцы, сверлят, зенкеруют и развертывают отверстия, растачивают внутренние цилиндрические поверхности, протачивают канавки, фаски, накатывают рифления, нарезают наружные и. внутренние резьбы.








