 2018-01-08
2018-01-08 1331
1331 |
В основу электрохимических методов обработки заготовок положен принцип анодного растворения при электролизе. При подаче постоянного тока в зону обработки на поверхности заготовки (аноде) происходят химические реакции, превращая слой металла в химические соединения. Продукты электролиза переходят в раствор или удаляются механическим путем. Производительность процесса зависит от электрохимических свойств электролита, обрабатываемого материала и плотности тока.
Электрохимическое полирование проводится в ванне, заполненной электролитом, которым являются растворы кислот или щелочей. Обрабатываемую заготовку подключают к аноду (рис. 24.5, а), катодом служит металлическая пластина из свинца, меди, стали. С целью интенсификации процесса электролит подогревают до температуры 40...60 °С.
При подаче напряжения на электроды начинается процесс растворения материала заготовки-анода. Растворение происходит главным образом на выступах микронеровностей поверхности из-за более высокой плотности тока на их вершинах. В результате избирательного растворения микронеровности сглаживаются и обрабатываемая поверхность выравнивается.
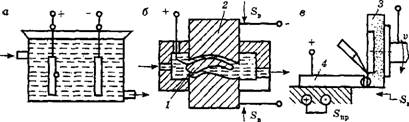 Рис. 24.5.Схемы электрохимической обработки: а — полирование; б — размерная;в— электроабразивная и электроалмазная Рис. 24.5.Схемы электрохимической обработки: а — полирование; б — размерная;в— электроабразивная и электроалмазная |
Электрохимическое полирование проводятся перед нанесением гальванических покрытий, для доводки режущего инструмента, для отделки проволоки, фольги и поверхностей деталей.
Электрохимическая размерная обработка (рис. 24.5, б) проводится с прокачкой электролита под давлением между заготовкой 1 и инструментом 2. Съем металла проводится по всей поверхности заготовки, расположенной под инструментом. Участки заготовки, где металл не снимается, изолируют. Зазор при обработке оставляют постоянным за счет следящих систем. Электрохимическую размерную обработку применяют при изготовлении деталей сложной формы, для прошивки отверстий, оформления полостей штампов и т.п.
При электроабразивной и электроалмазной обработках (рис. 24.5, в) инструментами-электродами являются электропроводящие шлифовальные круги 3.
В результате обработки большая часть припуска удаляется за счет анодного растворения, остальная — за счет механического воздействия абразивных или алмазных зерен. В связи с этим шероховатость поверхности деталей 4 меньше, чем при обычных методах шлифования. Применяются эти методы для отделки труднообрабатываемых и нежестких деталей.
 |

