 2018-01-08
2018-01-08 710
710Анодно-механическая обработка позволяет соединить производительность электроэрозионной обработки с возможностью получения высококачественных поверхностей, что характерно для электрохимического растворения. В качестве инструмента используют металлические диски, цилиндры, ленты и проволоку в зависимости от вида обрабатываемой поверхности. Обработку ведут в среде электролита, который подается в зону обработки через сопло. Заготовке л инструменту задают такие же движения, как и при обычных движениях резания (рис. 24.6). При пропускании через электролит постоянного электрического тока происходит процесс анодного растворения, как и при электрохимической обработке. В результате соприкосновения инструмента (катода) с микронеровностями обрабатываемой поверхности заготовки (анода) происходит процесс электроэрозии, присущий электроискровой обработке. С увеличением напряжения и удельной мощности, подводимой в зону обработки, преобладает электроэрозионный процесс, а с их уменьшением — электрохимическое растворение.
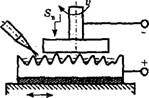 Рис. 24.6. Схема анодно-механической обработки плоской поверхности
Рис. 24.6. Схема анодно-механической обработки плоской поверхности
|
Анодно-механическим способом обрабатывают заготовки из всех токопроводящих материалов: высокопрочных, вязких и труднообрабатываемых металлов и сплавов. Этим методом разрезают заготовки на части, прорезают пазы и щели, обрабатывают поверхности тел вращения, шлифуют и полируют, затачивают режущий инструмент.








