 2018-01-08
2018-01-08 1870
1870
Характерная особенность этих машин — использование, кроме веретена, в качестве рабочих органов для скручивания мычки или нитей пары кольцо—бегунок. Из всех машин прядильного производства кольцепрядильные и кольцекрутильные машины имеют самое большое число рабочих мест (веретен).
На кольцепрядильной машине (рис. 3) ровница, сматываясь с размещенных в рамке катушек 3, огибает направляющий пруток, проходит через водилку и поступает в вытяжной прибор 4, где она утоняется до нужного номера и выходит из передней пары вытяжного прибора в виде тонкой мычки. Далее мычка проходит неподвижный нитепроводник 9, огибает свободно перемещающийся по кольцу 11 бегунок и наматывается на патрон, насаженный на веретено 14.
На участке между передней парой вытяжного прибора и бегунком мычка под действием быстровращающегося веретена скручивается в нить. Наматывание нити на катушку происходит вследствие того, что бегунок, получающий вращение от веретена через нить, при своем вращении по кольцу отстает от веретена.
Для правильного размещения витков нити по высоте патрона и получения заданной формы и размеров паковки кольцевая планка совершает возвратно-поступательное движение вверх и вниз вдоль осей веретен, смещаясь дополнительно вверх при наработке каждого слоя намотки на одну и ту же величину. Привод веретен — от дисков или барабанов 16 при помощи тесьмы. Чтобы во время обрыва мычка не наматывалась на передний цилиндр или валик, на машине имеется пневматический мычкоуловитель. Оборвавшаяся мычка засасывается в патрубок 18 мычкоуловителя, поступает в воздуховод и отводится в волокносборник.
При использовании вытяжных приборов с вытяжкой 150 и выше на прядильной машине можно вырабатывать пряжу непосредственно из ленты с ленточных машин или с ровнично-ленточных машин. В первом случае изменяется питающее устройство. Вместо катушечной рамки на машине устанавливаются раскатные барабанчики.
Кольцекрутильная машина отличается от прядильной только тем, что у нее нет вытяжного прибора (он заменен выпускным прибором, состоящим из гладких цилиндров и гладких металлических валиков), а катушечная рамка приспособлена для питания одного веретена с нескольких катушек. На крутильных машинах нить наматывается на катушку.
При конструировании ленточных, ровничных и прядильных машин большое внимание уделяется правильному выбору заправочной линии, т. е. линии прохождения продукта через рабочие органы машины. Если заправочная линия выбрана неправильно, то габариты машины могут возрасти, а обрывность продукта — увеличится.
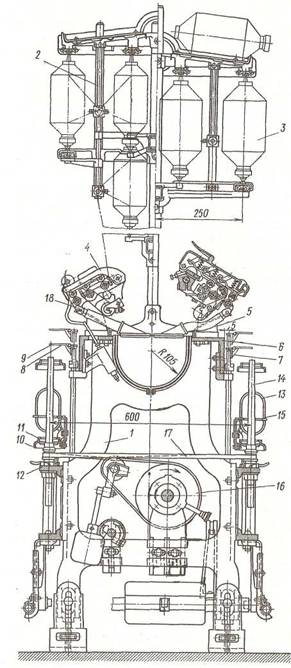
Рис. 3. Прядильная машина
1 — остов; 2 — катушечная рамка; 3 — катушка с ровницей; 4 — вытяжной прибор; 5 — цилиндровая стойка; 6 — цилиндровый: брус; 7 — угольник нитепроводника; 8 — клапан нитепроводника; 9 — нитепроводник; 10 — кольцевая планка; // — кольцо; 12 — веретенный брус; 13 — разделитель; 14 — веретено; /5 — кольцевой балоноограничитель; 16 — жестяной барабан; 17 — тесемочная передача; 18 — мычкоуловитель.
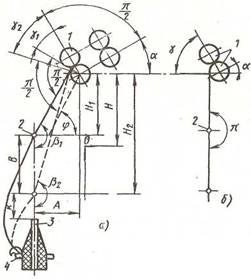
Рис. 4 Схема заправочной линии прядильной машины
На рис. 4 изображена заправочная линия кольцепрядильной машины, на которой показано положение продукта по выходе его из передней пары цилиндров 1 вытяжного прибора (рис. 4, а) до намотки на шпулю.
Известно, что цилиндры вытяжного прибора располагаются под углом к горизонту. Выходя из передней пары цилиндров, мычка направляется к нитепроводнику 2, образуя при этом на переднем цилиндре дугу с углом обтекания  . Чем больше дута обтекания, тем большая длина мычки не получит крутки и останется слабой. Нитепроводники обычно делают подвижными, поэтому дуга обтекания во время одного цикла движения кольцевой планки меняется от наименьшего значения (угол 1 ) при верхнем положении нитепроводника до наибольшего (угол 2) при нижнем его положении. Раньше на кольцепрядильных машинах для хлопка принимали
. Чем больше дута обтекания, тем большая длина мычки не получит крутки и останется слабой. Нитепроводники обычно делают подвижными, поэтому дуга обтекания во время одного цикла движения кольцевой планки меняется от наименьшего значения (угол 1 ) при верхнем положении нитепроводника до наибольшего (угол 2) при нижнем его положении. Раньше на кольцепрядильных машинах для хлопка принимали  = 30- 35°, на современных машинах увеличивают до 45° и даже более.
= 30- 35°, на современных машинах увеличивают до 45° и даже более.
Определенное влияние на ход технологического процесса имеет также величина угла охвата нитью нитепроводника. При подвижных нитепроводниках угол  не является постоянным, достигая максимального значения
не является постоянным, достигая максимального значения  при нижнем положении нитепроводника и минимального при верхнем
при нижнем положении нитепроводника и минимального при верхнем  . Технологические опыты показали, что при < 180° часть крутки не распространяется на участок нити между нитепроводником и выпускной парой цилиндров. В последнее время появились машины с большими паковками, у которых = 180°, т. е. нить от переднего цилиндра к нитепроводнику идет по вертикали (рис. 4, б).
. Технологические опыты показали, что при < 180° часть крутки не распространяется на участок нити между нитепроводником и выпускной парой цилиндров. В последнее время появились машины с большими паковками, у которых = 180°, т. е. нить от переднего цилиндра к нитепроводнику идет по вертикали (рис. 4, б).
При компоновке машины необходимо также установить размеры H, А, B и k.
Размеры H1 и А связаны с углом  уравнениями:
уравнениями:
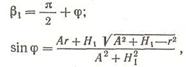 |
| где r — радиус переднего цилиндра. |
Чтобы избежать захлестывания нити за верхний конец патрона, размер k не следует брать малым. Обычно в зависимости от величины паковки принимают k = 20 - 50 мм.
При конструировании прядильных и крутильных машин необходимо прежде всего исходить, из размеров готовой паковки (максимального диаметра Dп и высоты паковки Нп). Величины Dn и Нп выбираются из условий нормального хода технологического процесса при скорости, обеспечивающей получение оптимальных технико-экономических показателей работы машины.
Диаметр кольца прядильной и крутильной машины определяется из равенства

где  — зазор, необходимый для прохождения бегунка ( = 1,5-2 мм).
— зазор, необходимый для прохождения бегунка ( = 1,5-2 мм).
Необходимо также выбрать минимально допустимое отношение диаметра d патрона к диаметру D кольца 4. Увеличение диаметра патрона при данном диаметре кольца приводит к уменьшению размера паковки. Чрезмерное уменьшение диаметра патрона приводит к резкому возрастанию натяжения нити при намотке по сравнению с натяжением нити при намотке на большой диаметр початка, что вызывает повышенную обрывность пряжи. На современных кольцепрядильных машинах обычно D / d = 0,45 - 0,55.
Высота паковки определяет высоту намотки и положение вытяжного прибора. Выбрав тип вытяжного прибора и катушечной рамки, можно перейти к компоновке машины в поперечном сечении. При этом необходимо учесть, что для удобства обслуживания передний цилиндр должен быть расположен на высоте 1000—1250 мм, а полка катушечной рамки — не выше 1800— 1900 мм.
Общим направлением в конструировании прядильных и крутильных машин является дальнейшее совершенствование их основных узлов (вытяжных приборов, питающих приборов, мотальных и крутильных механизмов и др.), автоматизация мотальных механизмов и создание автоматов съема готовой продукции и зарядки машины пустыми патронами.
1. Н.И. Максимов «Теория производительности рабочих машин»
МТИ. 1976г.
2. А.И. Макаров «Расчет и конструирование машин прядильного
производства». М. Машиностроение, 1981г.
3. Н.И. Труевцев. «Технология и оборудование текстильного
производства». Машиностроение 1978г.








