 2018-01-08
2018-01-08 335
335Цель задания: закрепить знанияобучающегося(на конкретных примерах) о нормировании работы железнодорожных грузовых фронтов холодильных складов.
Решаемые задачи:
– освоитьметодику нормирования показателей работы грузовых фронтовна холодильниках;
– определить нормативные показателиработы железнодорожной экспедиции грузового фронта на многоэтажном распределительном холодильникесогласно варианту задания;
– составитьотчёт о выполнении задания.
Решение поставленных задач сопровождается примерами и излагается преподавателем на практическом занятии, аудиторная трудоёмкость которого составляет 2 ч.
Оформление отчёта о выполнении задания должно удовлетворять установленным нормам [1]. Отчёт должен включать следующие структурные элементы:
– титульный лист по форме, приведённой в приложении А;
– оценочный лист выполнения задания по форме, приведённой в приложении Б,в который обучающийся заносит свою фамилию, инициалы и номер учебной группы; остальное заполняет преподаватель;
– задание, в котором обучающийся приводит исходные данные только для своего варианта, указанного преподавателем из приложения В.Вариант «00» используется преподавателем на практическом занятии.Образец заполнения исходных данных смотреть в приложении Г;
– список сокращений и обозначений;
– основную часть с заголовком, соответствующим названию темы задания;
– библиографический список (список литературных источников, на которые даются ссылки в тексте отчёта).
Основная часть отчётадолжна включать пункты, отображающие этапы нормирования показателей:
1 Порядок подачи вагонов на грузовой фронтмногоэтажного распределительного холодильника;
2 Порядок обработки вагонов на грузовом фронте;
3 Продолжительность обработки вагонов на грузовом фронте;
4 Требуемое количество средств механизации для работы фронта.
Условием успешного выполнения задания является освоениетеоретического материала из учебника, существующегонаэлектронном носителе [2, разд. 6]. При выполнении задания рекомендуется руководствоваться настоящими методическими указаниями. Допускается пользоваться изданным учебным пособием [3, разд. 6] и методическими рекомендациями [4].
Методические рекомендации к выполнениюзадания
Технологические сроки оборота вагонов на грузовом фронте многоэтажного распределительного холодильника и другие показатели нормируют для максимального суточного вагонопотокапо прибытию (в данном случае только выгрузка).
В пункте «1 Порядок подачи вагонов на грузовой фронтмногоэтажного распределительного холодильника» нормируют: максимальный размер суточной выгрузки вагонов (U в), количество подач вагонов на грузовой фронт в течение суток под выгрузку (k под), интервал между подачами-уборками вагонов (I), количество вагонов в подаче (m под) и вместимость грузового фронта (m ф). Нормирование этих показателей, кроме m ф, поясняется в примерах 1–4. Величину m ф нормируют по полезной длине железнодорожной экспедиции склада, в данном случае m ф задана.
Пример 1
Определить максимальный суточный объём выгрузки рыбных грузов (U в) на многоэтажном распределительном холодильнике применительно к заданию (см. прил. В, вариант «00»):
где F {} – логическая операция округления результата вычислений до целого значения в бóльшую сторону; Q г – годовой объём переработки рыбной продукции на рассматриваемом грузовом фронте (в данном случае выгрузка груза из вагонов), Q г = 60 тыс. т/год; aм – коэффициент максимальной месячной неравномерности (приложение Д) применительно к октябрю – ноябрю, aм = 1,4; αс– коэффициент суточной неравномерности, αс= 2 (рекомендуется брать среднее значение между 1,5 и 2,5); p ст – заданная средняя статическая нагрузка вагона, p ст = 40 т/ваг.
Тогда U в = F {(55 ´ 1,4 ´ 2 ´ 103): (365 ´ 40)} = F {10,55} = 11 (ваг./сут.).
Пример 2
Определить количество подач вагонов на грузовой фронт холодильника (k под) применительно к заданию (вариант «00»):
 ,
,
где F {} – логическая операция округления результата вычислений до целого значения в бóльшую сторону; U в – максимальный суточный объём выгрузки рыбных грузов U в = 12 ваг.(см. пример1); m ф – величина фронта подачи вагонов по заданию, m ф = 4 ваг.; k п.м – максимальное количество подач вагонов на грузовой фронт за сутки, зависящее от числа смен работы холодильника и принятого варианта обслуживания грузового фронта,
k п.м =4 под./сут (здесь число смен работы грузового фронта не задано, поэтому принято максимально возможное значение).
Тогда k под = F {(11:4} = F {2,75} = 3 (под./сут), что меньше 4. Условие выполняется, а рассматриваемый холодильник может работать как в две смены по 8 ч, так и в две смены круглосуточно по 12 ч (единые смены с железной дорогой).
Пример 3
Определить расчётный интервал между подачами вагонов на грузовой фронт холодильника (I) применительно к заданию (вариант «00»), ч:
 ,
,
где Т см – продолжительность рабочей смены, Т см = 8 ч; t – время, отводимое на обеденный перерыв, приём и сдачу смены, t = 2 ч; f см – количество смен работы грузового фронта в сутки, f см = 2 (см. пример2); k под – количество подач вагонов на грузовой фронт, k под = 3 (см. там же.)
Тогда I = (8 – 2) ´ 2: 3 = 4 (ч).
Пример 4
Определить расчётное количество вагонов в подаче на грузовой фронт холодильника (m под) применительно к заданию (вариант «00») и результатам из примеров1 и 2:
 ,
,
где U в, k поди m ф – величины, определённые в примерах 1 и 2.
Тогда m под = F {12: 3} = 4. Условие m п £ m ф соблюдается.
В пункте «2 Порядок обработки вагонов на грузовом фронте» сначала анализируют заданную технологию выполнения перегрузочных операций и в виде схемы (рисунок 1) заносят в пояснительную записку. Затем нормируют производительность технологической линии (П т.л), количествовагонов, обрабатываемых одной технологической линией (m т.л), величину фронта одновременной выгрузки вагонов (m о).
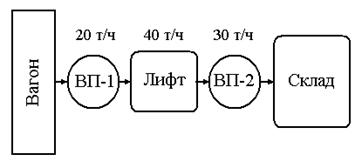
Рисунок1. Вариант технологической линии по разгрузке вагона на склад многоэтажного распределительного холодильника:
ВП – вилочный погрузчик
Пример 5
Описать технологический процесс выполнения перегрузочных операций с тарно-штучными грузами на многоэтажном распределительном холодильнике применительно к заданию (вариант «00») и определить показатели работы технологической линии.
На многоэтажном распределительном холодильнике производят перегрузку рыбы из изотермического вагона в холодильную камеру, расположенную на одном из этажей (см. рис. 1). Технологическая схема перегрузочных работ одинакова во всех вариантах заданий.
Ящики с рыбой укладывают в вагоне на плоские поддоны. На операции «вагон – лифт» используют один вилочный погрузчик производительностью 20 т/ч, на операции «лифт – холодильная камера» – один вилочный погрузчик производительностью 40 т/ч. Производительность лифта 30 т/ч.
Поскольку все операции выполняются последовательно, то лимитирующим звеном в технологической линии является работа бригады грузчиков и вилочного погрузчика на вагонной и передаточной операциях (20 т/ч). Поэтому врассмотренном примере производительность технологической линии равна 20 т/ч.
Из рисунка 1 очевидно, что одна технологическая линия одновременно обрабатывает только один вагон, m т.л = 1. Величину фронта одновременной выгрузки вагонов (m о) определяют по формуле:
m о = А × n о,
где А – количество вагонов, одновременно обрабатываемых через один вестибюль, который соединяет железнодорожную и автомобильную экспедиции холодильника по первому этажу, А = 2 (нормативный показатель); n о – заданное количество вестибюлей на грузовом фронте, n о = 2.
Тогда m о = 2 ´ 2 = 4 (вагона).
В пункте «3 Продолжительность обработки вагонов на грузовом фронте» нормируют продолжительность выгрузки одного вагона (tваг) и всей поданной партии вагонов в подаче (tпод) по формулам:
 ; (1)
; (1)
 , (2)
, (2)
где р, m т.л, П т.л, m под, m о, I – величины, обозначенные ранее; tвсп – продолжительность вспомогательных операций на обработку каждого вагона, которые не входят в рабочий цикл перегрузочного оборудования (открытие и закрытие дверей вагона, снятие и навешивание закруток и пломб на дверях, установка и снятие креплений груза, переходных мостков, очистка вагона), величинуtвсп можно принять равной 0,5…0,8 ч; tн – нормативная продолжительность обработки вагонов по фронту одновременной выгрузки (приложениеЕ), ч; F {} – логическая операция округления результата вычислений до целого значения в бóльшую сторону, что объясняется этапностью обработки подачи; tп.з – продолжительность подготовительно-заключительных операций, связанных с обработкой всей подачи (приёмка и сдача вагонов, технологическое передвижение вагонов вдоль фронта и т. п.), величину tп.з можно принять равной 0,4…0,7 ч.
Если tваг > tн, то необходимо рассмотреть другой вариант перегрузочных работ, имеющий бόльшую производительность. В курсовом проекте это допускается делать в упрощённом виде путём усиления производительности лимитирующего звена в заданной технологической линии включением в это звено дополнительного вилочного погрузчика.
В результате расчёта может оказаться, что значение tпод превышает ранее установленный интервал между подачами (I). Это означает, что грузовой фронт с работой не справляется. Тогда необходимо выполнить перерасчёт установленных ранее нормативов работы грузового фронта, применив более совершенную технологию обработки вагонов, или подвергнуть корректировке (по согласованию с преподавателем) некоторые исходные данные.
Пример 6
Определить продолжительность разгрузки одного вагона на грузовом фронте распределительного холодильника применительно к заданию (вариант «00») и результатам из примеров 1–5.
В расчёте (формула (1)) принято: р = 40 т/ваг. (задана), m т.л = 1 ваг. (см. пример5), П т.л = 20 т/ч (см. там же), tвсп = 0,5 ч, tн = 2,2 ч (см. прил.Е), так как по заданию перерабатывается тарно-штучный груз.
Тогда tваг = 40 ´ 1: 20 + 0,5 = 2,5 (ч).
Условие (см. формулу (1)) не соблюдается. В лимитирующее звено технологической линии следует добавить один вилочный погрузчик (ВП-1). Тогда производительность технологической линии увеличится до 30 т/ч, а tваг2 = 40 ´ 1: 30 + 0,5 = 1,8 (ч).
Пример 7
Определить продолжительность простоя всей подачи вагонов на грузовом фронте распределительного холодильника применительно к заданию (см. прил. Б) и результатам, полученным в примерах 1–6.
В расчёте по формуле (2) принято: m под = 4 ваг. (см. пример4), m о = = 4 ваг. (см. пример5), m т.л = 1 ваг. (см. пример5), tваг2 = 1,8 ч; tп.з = 0,5 ч, I = 4 ч (см. пример6).
Тогда tпод = F{4: 4} ´ 1,8 + 0,5 = 2,3 (ч). Все условия соблюдаются.
В пункте «4 Требуемое количество средств механизации»нормируют требуемое количество технологических линий N т.ли средств механизации Z для обработки вагонов в нормативные сроки:
 ;
;
Z = Z т.л · N т.л,
где Z т.л – количество средств механизации, работающих в одной технологической линии.
Во всех вариантах заданий m т.л = 1, поэтому N т.л = m о, т. е. N т.лравно количеству одновременно обрабатываемых вагонов, а Z т.л = ВП-1 + Л +
+ ВП-2. Однако в процессе нормирования возможна корректировка количества средств механизации на одной технологической линии, как было показано в примере 6. Там Z т.л = 2ВП-1 + Л + ВП-2. Тогда в примере6 требуемое количество средств механизации для обработки всей подачи вагонов составит Z =4(2ВП-1 + Л + ВП-2).








