 2018-01-08
2018-01-08 3006
3006Меднение, никелирование, хромирование
Медные, никелевые и хромовые покрытия предназначены главным образом для защитно-декоративной отделки изделий, когда одновременно с защитой от коррозии необходимо улучшить их внешний вид. Типичными защитно-декоративными покрытиями являются многослойные покрытия никель – хром, медь – никель и медь – никель – хром.
Изделия из стали, цинковых сплавов и других металлов и сплавов покрывают медью (20 – 35 мкм), никелем (10 – 20 мкм) и хромом (0,25 – 1 мкм). Покрытия никелем стали, меди или ее сплавов без внешнего слоя хрома могут надежно служить только в легких условиях эксплуатации изделий.
Основные физико-химические и механические свойства меди, никеля и хрома представлены в табл. 3.9.
На воздухе во влажной атмосфере медь легко окисляется, покрываясь слоем оксидов и основных солей, поэтому в качестве самостоятельного покрытия без дополнительной обработки не применяется ни для защиты стальных деталей от коррозии, ни для декоративных целей.
Таблица 3.9
Основные физико-химические
и механические свойства меди, никеля и хрома
| Свойства | Металл | ||
| Сu | Ni | Сr | |
| Атомный номер | |||
| Атомная масса | 63,546 | 58,70 | 51,996 |
| Валентность | I, II | I, II, III, IV | I, III, IV, VI |
| Плотность при 20 °С, кг/м3 | |||
| Температура плавления, оС | |||
| Удельное сопротивление при 20 °С, Ом∙м | 1,67∙10-8 | 6,84∙10-8 | 3,9∙10-8 |
| Электрохимический эквивалент, г/(А∙ч) | Cu+ 2,372 Cu2+ 1,186 | Ni2+ 1,0950 | Cr3+ 0,647 Cr6+ 0,324 |
| Твердость НВ, МПа: - металла - покрытия | 600–1500 5398 – 6370 | 1500-6500 2940-3930 | |
| Стандартный потенциал, В | Cu↔Cu2++2e- 0,337 | Ni↔Ni2++2e- -0,250 | Cr ↔ Cr3+ + 3e- -0,744 |
По электрохимическим свойствам медь по отношению к железу является катодным покрытием и поэтому не может защитить железо от коррозии. Вследствие этого наиболее широкое распространение электролитические осадки меди получили в качестве подслоя, наносимого перед никелированием и хромированием стали и цинковых сплавов. Как самостоятельное покрытие медь применяется при углеродистой цементации и в гальванопластике для получения металлических копий. В настоящее время электроосаждение меди стали широко применять для получения функциональных покрытий в радиоэлектронной промышленности при производстве печатных плат.
Покрытие никелем используют для защиты от коррозии и для декоративной отделки деталей автомобилей, велосипедов, различных приборов, хирургических инструментов, предметов домашнего обихода и т.д. Никель, легко пассивируясь на воздухе, покрывается тонкой пленкой, почти не изменяющей блеска и предохраняющей его от воздействия окружающей среды. Поэтому никель отличается высокой коррозионной стойкостью на воздухе, в растворах щелочей и некоторых кислот благодаря сильно выраженной способности к пассивированию. Никелированные детали лучше противостоят истиранию, чем покрытые медью, так как электролитический никель в 2-3 раза тверже меди и латуни.
Никелевое покрытие проявляет катодный характер защиты относительно железа и его сплавов, так как его потенциал положительнее, чем у железа, т.е. оказывает только механическую защиту. В тонких слоях (1…3 мкм) никелевые покрытия пористы. Невидимые глазу поры становятся очагами коррозионных поражений, если коррозионный агент проникает к основному металлу. Пористость почти полностью устраняется лишь при толщине
22 – 30 мкм.
Наиболее эффективными являются многослойные (2-3 слоя) никелевые покрытия, защитная способность которых намного выше однослойных благодаря электрохимической защите внутри никелевых слоев и механической защите, обусловленной различной структурой слоев никеля. Распространены двух- и трехслойные покрытия матовым и блестящим никелем, в которых сочетаются первый слой, не содержащий серы, и последующие слои с включением различного количества серы, которые получают из электролитов с серосодержащими выравнивающими органическими добавками. Так как потенциал никеля, содержащего серу, имеет более отрицательное значение, чем потенциал никеля без включения серы, второй слой электрохимически (анодно) защищает от коррозии первый слой никеля, и таким образом обеспечивается более высокая защитная способность покрытия в целом.
Для уменьшения пористости никелевого покрытия на стали осаждают сначала слой меди, а затем никеля, а также применяют трехслойное покрытие никель – медь – никель. Уменьшение пористости в таких случаях объясняется тем, что поры одного слоя не совпадают с порами другого слоя (рис. 3.8).
Медные и никелевые покрытия можно получать блестящими вследствие того, что в процессе осаждения сглаживается микрорельеф основного металла. При этом сокращается объем трудоемких операций механической подготовки поверхности (шлифование и полирование) до и после нанесения слоя никеля, улучшаются условия труда, а также экономические показатели процесса.
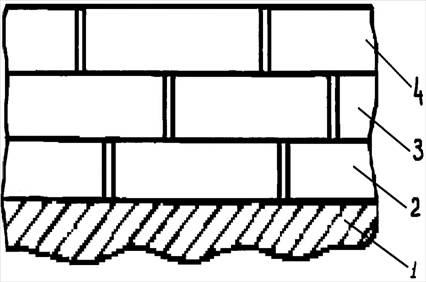
Рис. 3.8. Пористость в многослойном покрытии:
1 – основа – сталь; 2 – матовое никелевое покрытие; 3 – медное покрытие; 4 – блестящее никелевое покрытие
Никелированные детали лучше противостоят истиранию, чем покрытые медью, так как электролитический никель в 2-3 раза тверже меди и латуни. Никелирование широко применяется в гальванотехнике не только для защитно-декоративной отделки изделий, но и для защиты химической аппаратуры от действия щелочных растворов, а в полиграфическом производстве – для повышения поверхностной твердости и сопротивления износа гартовых стереотипов и клише. Никелирование используют также в гальванопластике.
Хром является активным металлом и, хотя относится к электроотрицательным металлам, на воздухе и в окислительных средах он может сильно пассивироваться. Его потенциал при этом становится +1,19 В, благодаря чему хром приобретает свойства благородных металлов: коррозионную стойкость, устойчивость в органических кислотах, растворах щелочей, азотной кислоте и в среде серы и ее соединений. Пассивная пленка окида предохраняет хромовое покрытие от потускнения – на воздухе хром сохраняет блеск. Хромовые покрытия растворяются в горячей серной и хлороводородной кислотах (при комнатной температуре).
Но при химической стойкости хромовые покрытия отличаются пористостью и не защищают надежно железо от коррозии, так как в гальванической паре железо – хром последний является катодом.
Хромовые покрытия бывают защитно-декоративные и специальные. Защитно-декоративные блестящие хромовые покрытия толщиной до 1 мкм наносят на подслой меди или никеля. Для этих целей непосредственно на сталь хром не осаждают ввиду того, что в оголенных местах, порах и трещинах сталь будет разрушаться, так как она является анодом по отношению к хрому. Защитно-декоративное хромирование широко применяется для покрытия частей автомобилей, мотоциклов, велосипедов, вагонов, при изготовлении различных приборов и т.д.
Высокая твердость, низкий коэффициент трения, жаростойкость и высокая коррозионная стойкость обеспечивают деталям, покрытым хромом, высокую износоустойчивость. Специальные хромовые покрытия толщиной 0,005–1 мм предназначены для улучшения механических свойств поверхности стали.

