 2017-10-31
2017-10-31 5340
5340Горячая объемная штамповка – это вид обработки металлов, при которой формоизменение поковки из нагретой заготовки осуществляют с помощью специального инструмента (штампа) на специализированном оборудование.
Заготовки – применяют прокат круглого, квадратного прямоугольного профилей, а также периодического.
Объемная штамповка заключается в формоизменении заготовки в штампах под действием внешних сил.
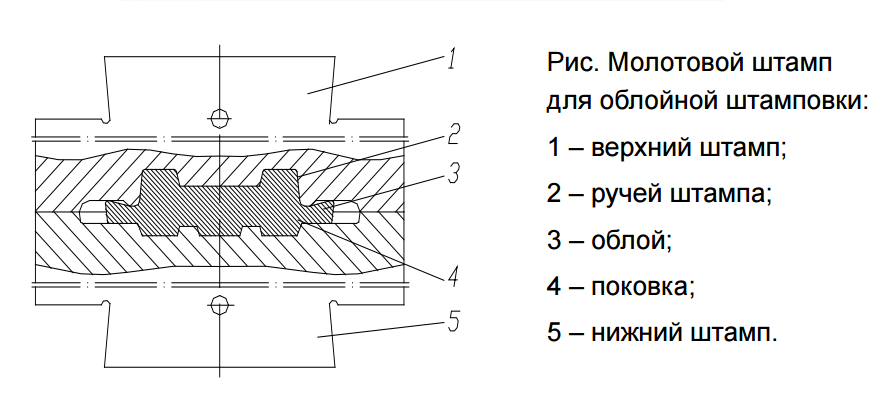
Штамп представляет собой специальный инструмент с полостью, которая называется ручьем.
Размеры штампа отличны от размеров получаемого изделия на величину усадки (примерно 1,5%). В отличие от ковки, которая обеспечивает в процессе обжатия заготовки фиксированные размеры вдоль одной или двух осей, объемная штамповка обеспечивает заданные размеры по трем осям.
ГОШ изготовляют поковки деталей ответственного назначения для различных машин, механизмов и конструкций. Это заготовки ответственных деталей автомобилей, тракторов, сельскохозяйственных машин, железнодорожных вагонов, самолетов, станков, слесарного, медицинского инструмента и многих других деталей.
ГОШ наиболее эффективна в крупносерийном и массовом производстве.
Преимущества технологии горячей объемной штамповки:
1. Улучшенные механические свойства, выше, по сравнению с литьем и деталями, полученными резанием из проката.
2. При этом высокая производительность по сравнению с ковкой, литьем и обработкой резанием. 3. Высокая воспроизводимость формы и размеров.
4. Экономия металла по сравнению с литьем, ковкой и резанием.
5. Высокая точность получаемых изделий по сравнению с ковкой.
6. Относительно низкая квалификация рабочих.
7. Возможность получения деталей поковок сложной конфигурации.
8. Возможность автоматизации процессов ГОШ.
Применение ГОШ ограничивается недостатками:
1. Необходимость применения индивидуального для каждой поковки дорогого инструмента – штампа, приводящее к тому, что ГОШ целесообразнее применять при больших сериях изготавливаемых деталей.
2. Высокие силы деформирования при штамповке, связанные с необходимостью деформировать всю поковку.
3. Потребность в более мощном оборудовании.
4. Ограничение по массе поковок, т.е. на молотах - < 300 кг (на гидравлических прессах – более 1 т; на бесшаботных молотах с энергией удара 1000 кДж – поковки массой до 3,5 т).

