 2017-10-31
2017-10-31 1588
1588· К первой группе относят штамповочные ручьи — окончательный и предварительный.
Полость окончательного ручья в точности соответствует форме горячей поковки. Для облоя предусматривают облойную канавку.
Предварительный ручей также в основном повторяет форму поковки, но облойная канавка отсутствует, и металл вытекает на плоскость разъема штампов.
Назначение — окончательное формоизменение заготовки и получение поковки
· Ко второй группе относят заготовительные ручьи.
Назначение — предварительное деформирование исходной заготовки, получение благоприятной формы для штамповки в штамповочных ручьях с малым отходом металла в облой.
Заготовительные ручьи можно подразделить на подгруппы в зависимости от применяемого способа штамповки в окончательном ручье: поперек оси заготовки (штамповка плашмя) и вдоль оси заготовки (штамповка осадкой в торец).
К заготовительным ручьям, применяемым при штамповке плашмя, относятся:
- формовочный; - подкатной (открытый и закрытый); - протяжной (открытый и закрытый);
- пережимной; - площадка для расплющивания; - площадка для протяжки; - гибочный.
К заготовительным ручьям, применяемым при штамповке осадкой в торец, относятся:
- площадка для осадки; -специальный формовочный ручей.
Существуют два заготовительных ручья — высадочный и специальный протяжной.
Применяют как при штамповке плашмя, так и при штамповке осадкой в торец.
· К третьей группе относят отрубные ручьи — передний и задний ножи.
Служат для отделения отштампованной поковки от прутка при штамповке от прутка или от кратной заготовки.
Отрубные ручьи служат также для отделения клещевины от поковки.
В соответствии с классификацией, поковки подразделяют на группы и подгруппы по следующим признакам:
по способу штамповки:
- плашмя
- осадкой в торец;
по форме поковки и соотношению ее основных размеров, влияющих на выбор заготовительных ручьев или заготовительно-предварительных ручьев;
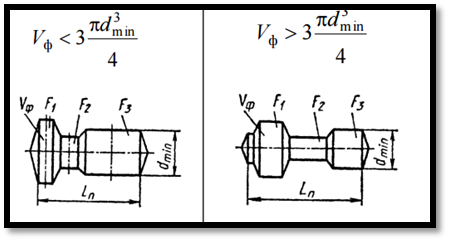
по форме поперечных сечений поковки, обусловливающей характер формоизменения при заполнении полостей штамповочного ручья и необходимость применения заготовительно-предварительных ручьев;
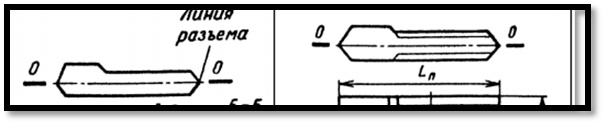
по формам главной оси поковки, и линии разъема, предопределяющим применение особых заготовительных ручьев или необходимость уравновешивания сдвигающих сил при штамповке.
В зависимости от выбранного способа штамповки, в значительной степени определяющего характер технологического процесса, различают две группы молотовых поковок:
I группа — удлиненные и изогнутые поковки, штампуемые перпендикулярно оси заготовки (штамповка плашмя); характерна значительная величина отношения их длины к средней ширине в плане; деформация заготовки в штамповочных ручьях протекает главным образом при формоизменении по двум осям — в направлении высоты и ширины поковки, в направлении же главной оси (длины поковки) деформация весьма незначительна;
II группа — круглые и квадратные поковки или поковки, близкие к ним по форме в плане (два взаимно перпендикулярных размера в плане приблизительно равны); поковки с отростками (основные элементы имеют круглую или квадратную форму); штампуются вдоль оси заготовки (штамповка осадкой в торец); деформация в штамповочных ручьях протекает при различных видах формоизменения: осаживании (высадке), выдавливании и прошивке.
9. Классификация поковок. I группа. Поковки, штампуемые перпендикулярно оси заготовки (штамповка плашмя).
I группа — удлиненные и изогнутые поковки, штампуемые перпендикулярно оси заготовки (штамповка плашмя); характерна значительная величина отношения их длины к средней ширине в плане; деформация заготовки в штамповочных ручьях протекает главным образом при формоизменении по двум осям — в направлении высоты и ширины поковки, в направлении же главной оси (длины поковки) деформация весьма незначительна; Необходимы заготовительные операции
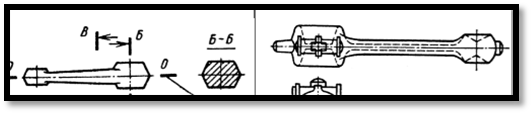 1.С прямой линией разъема и прямой удлиненной главной; отношение длины к средней ширине = 2,5.
1.С прямой линией разъема и прямой удлиненной главной; отношение длины к средней ширине = 2,5.
2. С прямой линией разъема и прямой удлиненной главной; отношение длины к средней ширине 1,5 <x<2,5
3. Удлиненные в плане с прямой осью, имеющие фланец или бурт с небольшой разницей в попреч. сечениях
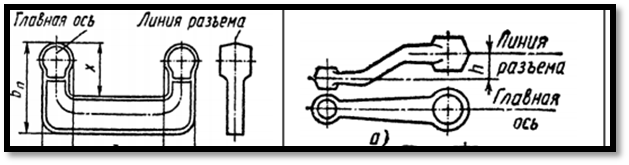
4. С изогнутой осью, у которых главная ось или линия разъема представляет собой ломанную линию.

5.Удлиненные с отростками и развилинами.
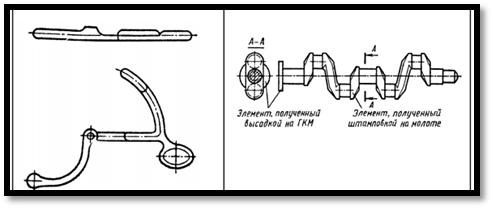
6.Удлиненные комбинированной формы изготавливаемые с расчленением процесса и комбинированием агрегатов в соотвествии со спецификой отдельных участков поковки.

