 2018-01-21
2018-01-21 14410
14410
По чертежу детали с элементами литейной формы выполняют чертеж отливки (рис.12).
Рис.12. Чертеж отливки
Рис.13. Вид в изометрии
Сначала тонкими линиями делают чертеж детали без указаний её размеров и шероховатости поверхности. Затем тонкими линиями наносят припуски на механическую обработку и уклоны на вертикальных поверхностях. Основной линией вычерчивают отливки в разрезе и тонкими линиями под углом 45о наносят штриховку. С учетом припусков на механическую обработку и уклонов определяют размеры отливки и проставляют их на чертеже.
СОДЕРЖАНИЕ И ПОСЛЕДОВАТЕЛЬНОСТЬ
ВЫПОЛНЕНИЯ РАБОТЫ
Работа состоит из проектно-технологической части.
Эта часть выполняется следующим образом. После ознакомления с технологией изготовления отливок в разовых песчаных формах каждый студент получает индивидуальное задание на разработку технологического процесса изготовления отливки на основании выданного чертежа детали (см. приложение). Далее изучается чертеж детали, точность отливки, шероховатость поверхностей, марку сплава, определяет положение отливки в форме, возможные места подвода металла и установки выпоров.
Затем приступает к нанесению на чертеж детали элементов литейной формы в последовательности, описанной в разделе 3. Значения припусков на механическую обработку выбирают из табл.1.
 Таблица 1
Таблица 1
Значения припусков на механическую обработку
| Размер детали на чертеже, мм | Поверхность при заливке | Материал детали | |
| чугун | сталь | ||
| До 50 | Верхняя | 3,5 | 4,0 |
| Нижняя, боковая | 2,5 | 3,5 | |
| Св. 50 до 120 | Верхняя | 4,0 | 5,0 |
| Нижняя, боковая | 3,0 | 4,0 | |
| Св. 120 до 260 | Верхняя | 5,0 | 6,0 |
| Нижняя, боковая | 4,0 | 4,0 | |
| Св. 260 до 500 | Верхняя | 6,5 | 7,0 |
| Нижняя, боковая | 5,0 | 6,0 |
Данные, приведенные в табл.1, рассчитаны для изготовления отливок в песчаных формах с точностью 8-0-0-8 ГОСТ 26645-85. Два нуля в записи точности отливки указывают на то, что конструктор не требует получения гарантированных классов точности на степень коробления и точности поверхности.
На основных формообразующих поверхностях модели, расположенных вертикально, необходимо выполнить уклоны. Величину уклонов определяют в зависимости от материала модели и высоты формообразующей поверхности по ГОСТ 3212-92 [3, табл.1, с.3].
В табл.2 приведены значения формовочных уклонов деревянных моделей при использовании песчано-глинистых смесей.
В местах сопряжений поверхностей назначают литейные радиусы. Наличие радиусов уменьшает опасность образования горячих трещин в этих местах. Размер радиусов зависит от толщины стенки и типа угла (внутреннего или наружного). Обычно для наружного угла радиус принимают равным 0,3, а для внутреннего угла – 0,5 толщины стенки отливки.
Таблица 2
Значения формовочных уклонов деревянных моделей
| Высота образующей поверхности | Формовочные уклоны модели | |
| угол | мм | |
| До 10 | 2о 54¢ | 0,5 |
| Св. 10 до 18 | 1о 54¢ | 0,6 |
| Св. 18 до 30 | 1о 31¢ | 0,8 |
| Св.30 до 50 | 1о 02¢ | 0,9 |
| Св. 50 до 80 | 0о 43¢ | 1,0 |
| Св. 80 до 120 | 0о 32¢ | 1,1 |
| Св. 120 до 180 | 0о 23¢ | 1,2 |
| Св. 180 до 250 | 0о 22¢ | 1,6 |
| Св. 250 до 315 | 0о 22¢ | 2,0 |
По чертежу детали с элементами литейной формы студент выполняет чертеж отливки (рис.14) и эскиз литейной формы в сборе, как это показано на рис. 15.
Пример. Рассмотрим выполнение задания на примере изделия «втулка».
На чертеж детали тонкими линиями наносятся припуски на механическую обработку и уклоны на вертикальных поверхностях. Основной линией вычерчивается отливка в разрезе и тонкими линиями под углом 45о наносится штриховка. С учетом припусков на механическую обработку и уклонов определяются размеры отливки и проставляются на чертеже.
 Рис. 14. Чертеж отливки «Втулка»
Рис. 14. Чертеж отливки «Втулка»
Выполняется эскиз литейной формы в сборе с обозначением всех основных элементов рис. 15.
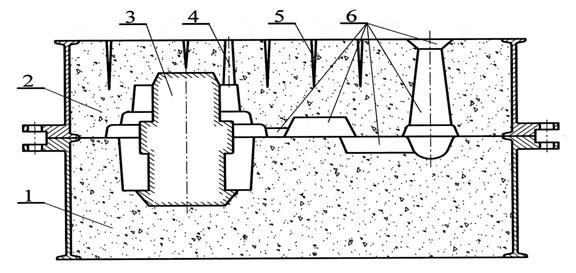
Рис.15. Эскиз разовой песчано-глинистой литейной формы для получения
отливки «Втулка» в сборе: 1-нижняя полуформа; 2-верхняя полуформа;
3-стержень; 4-выпор; 5-вентиляционные каналы (наколы);
6-литниковая система
Выполняется чертеж детали с нанесенными на него элементами литейной формы и всеми указаниями, необходимыми при изготовлении модельно-стержневой оснастки.

 Рис. 16. Чертёж детали «втулка» с элементами литейной формы и модельно-стержневой оснасткой.
Рис. 16. Чертёж детали «втулка» с элементами литейной формы и модельно-стержневой оснасткой.
СОДЕРЖАНИЕ ОТЧЕТА
В отчете должны быть два раздела: теоретический и проектно-технологический.
В теоретическом разделе студент дает краткое описание технологического процесса изготовления отливок в разовых песчаных формах, приводит основные определения: отливки, формы, стержня, модели, литниковой системы, формовочных уклонов, припусков на механическую обработку, усадку.
Проектно-технологический раздел включает чертеж детали с нанесенными на него элементами литейной формы и всеми указаниями, необходимыми при изготовлении модельно-стержневой оснастки, чертеж отливки с указанием размеров (рис. 16), полученных с учетом припусков на механическую обработку и формовочных уклонов, эскиз формы в сборе.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Назвать основные этапы изготовления отливки.
2. Что такое модель? Какими конструктивными элементами модель отличается от отливки?
3. Какими конструктивными элементами отливка отличается от готовой детали?
4. Что такое стержень? Для чего служат знаковые части стержня?
5. Какие материалы и оборудование необходимы для изготовления форм?
6. Какие материалы и оборудование необходимы для изготовления стержней?
7. Что такое припуски на механическую обработку? От чего зависит величина припусков?
8. С какой целью назначают формовочные уклоны?
9. Что такое линия разъема литейной формы? Перечислить основные принципы правильного назначения линии разъема.
10. Назвать элементы литниковой системы для получения чугунных отливок. Назначение литниковой системы.
11. Как обеспечить выход воздуха и газов из полости литейной формы при её заливке?
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
1. Технология конструкционных материалов: учеб. для вузов / под ред. А.М. Дальского. – 5-е изд., испр. – М.: Машиностроение, 2004. – 512 с.
2. Технология конструкционных материалов / А.Г. Схиртладзе [и др.] – Старый Оскол: ООО «ТНТ», 2006. – 360 с.
3. Афанасьев, А.А. Технология конструкционных материалов: учеб. для вузов. - Старый Оскол: ТНТ, 2016. - 655 с.
4. ГОСТ 3.1125-88. Правила графического выполнения элементов литейных форм и отливок.
5. ГОСТ 3212-92. Комплекты модельные. Уклоны формовочные, стержневые знаки, допуски размеров.
6. ГОСТ 26645-85. Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку.
7. ГОСТ 25142-82. Шероховатость поверхности. Термины и определения.

ПРИЛОЖЕНИЕ
1. Шкив. Материал: Чугун СЧ10

2. Стакан. Материал: Чугун ВЧ 50
 |
3. Крышка. Материал: Чугун СЧ10
4. Каток. Материал: Чугун ВЧ45
5. Каток. Материал: Чугун СЧ20
6. Барабан. Материал: Чугун ВЧ50
|
7. Барабан. Материал: Чугун СЧ10
8. Подставка. Материал: Чугун СЧ10
9. Ограничитель. Материал: Чугун ВЧ45
10. Опора. Материал: Чугун СЧ20
|
11. Шкив. Материал: Чугун ВЧ50
12.Тройник. Чугун СЧ20
13. Корпус реактора. Материал: ВЧ50
14. Бункер. Материал: Чугун СЧ10
|
15. Переходник. Материал: Чугун СЧ15
 |
16. Цапфа. Материал: Чугун ВЧ50

17. Гидроцилиндр. Материал: Чугун СЧ10
18. Стойка. Материал: Чугун СЧ10
|
19. Направляющая. Материал: Чугун СЧ20
|
20. Опора. Материал: Чугун СЧ20
|
21.Опора. Материал: Чугун СЧ10
|
22. Корпус подшипника. Материал: Чугун ВЧ45
|
23. Крышка подшипника. Материал: Чугун СЧ20
|
24. Муфта. Материал: Чугун СЧ15
|
Технология конструкционных материалов. Технологический процесс получения отливок в песчано-глинистых формах: методические указания к выполнению лабораторной работы № 2 для студентов для студентов очной и заочной формы обучения всех направлений подготовки
АНДРЕЙ ЯКОВЛЕВИЧ ШАТОВ
ЕЛЕНА ВЛАДИМИРОВНА КОВАЛЕВА
Научный редактор С.В. Давыдов
Компьютерный набор М.Е. Амвросимова
Иллюстрации Е.В. Ковалева
Темплан 2017 г., п.

Подписано в печать Формат 60×84 1/16. Бумага офсетная. офсетная печать. Усл. печ. л.2,03. Уч.- изд. л.2,03. Тираж 25 экз. Бесплатно.

Брянский государственный технический университет.
241035, Брянск, бульвар 50-летия Октября, 7, БГТУ. 55-82-49.
Кафедра «Триботехническое материаловедение и технологии материалов». 56-86-74.

