 2018-01-21
2018-01-21 1120
1120Сверление является основным способом получения глухих и сквозных цилиндрических отверстий в сплошном материале заготовки.
В качестве инструмента при сверлении используется сверло, имеющее две главные режущие кромки.
Для сверления используются сверлильные и токарные станки.
Для обработки заготовок на сверлильных станках применяют сверла, зенкеры, метчики и комбинированные инструменты.
Схемы сверления, зенкерования и развертывания представлены на рисунке 3.
На сверлильных станках сверло совершает вращательное (главное) движение и продольное (движение подачи) вдоль оси отверстия, заготовка неподвижна (рис.4а).
При работе на токарных станках вращательное (главное движение) совершает обрабатываемая деталь, а поступательное движение вдоль оси отверстия (движение подачи) совершает сверло (рис.4б).
Диаметр просверленного отверстия можно увеличить сверлом большего диаметра. Такие операции называются рассверливанием (рис.4в).
При сверлении обеспечиваются сравнительно невысокая точность и качество поверхности.
Для получения отверстий более высокой точности и чистоты поверхности после сверления на том же станке выполняются зенкерование и развертывание.
Рис.3. Схемы сверления, зенкерования и развертывания: а) обработка заготовок на сверлильных станках; б) обработка заготовок на токарных станках; в) рассверливание; г) зенкерование; д) развертывание

Сверла - по конструкции подразделяют на спиральные, центровые и специальные. Наибольшее распространение получили спиральные сверла, (рис.3).
На рис. 4 показаны геометрические элементы спирального сверла: 1 - передняя поверхность лезвия Аγ; 2 - главная режущая кромка; 3 - вспомогательная режущая кромка К/; 4 - главная задняя поверхность лезвия Аα, 5 - вспомогательная задняя поверхность лезвия Aα/; 6 — вершина лезвия.
Рис. 4. Основные углы сверла
Основную работу по резанию - выполняет главнее режущие кромки, образованные пересечением передней (1) и задней (4) поверхностями.
Статические передний γс и задний α c. углы сверла измеряют в статической главной секущей плоскости PRC: γc - между передней поверхностью лезвия и статической основной плоскостью PVC; αc - между задней поверхностью лезвия и статической плоскостью резания PNC.
Угол в плане φ определяют в статической основной плоскости PVCмежду статической плоскостью резания PNC и рабочей плоскостью PS. Угол наклона поперечной режущей кромки φ измеряют между проекциями главной и поперечной режущих кромок на плоскость, перпендикулярную оси сверла. Наклон винтовой канавки характеризуется углом ω, измеряемым по наружному диаметру.
Техника измерения основных углов резцов и сверла показана на рис. 5-8.

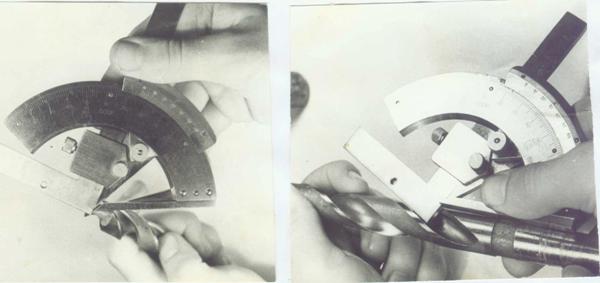 рис.5. Измерение угла резца рис. 6. Измерение угла резца
рис.5. Измерение угла резца рис. 6. Измерение угла резца
Рис. 7. Измерение угла резца Рис. 8. Измерение угла резца

