 2018-01-21
2018-01-21 1658
1658Кутоміром називається вимірювальний інструмент, призначений для вимірювання кутів в дуговій мірі. Кутоміри широко розповсюджені в інструментальному виробництві при виготовлені шаблонів, калібрів, інструмента, а також в точному машинобудуванні. На заводах використовуються універсальні кутоміри, (рис.8.3) і оптичні кутоміри, (рис.8.4).
|
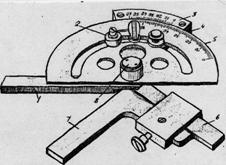
| Рисунок 8.3 - Універсальний кутомір |
Універсальні кутоміри призначені для вимірювання зовнішніх кутів. Лінійки 1 і 6 універсального кутоміра (рис.8.3), містять вимірювальні поверхні і обертаються на вісі 8. Лінійка 1 нерухомо з’єднана із сектором 5, прийнятим за основу кутоміра. На секторі нанесено шкалу від 0до 900 з ціною поділки один градус. Поворотна вимірювальна лінійка 6 має сектор 4 на якому закріплена ноніусна шкала 3 з ціною поділки 2'. При вимірюванні кутових розмірів від 00 до 900 вимірювання здійснюються лінійками 1 і 7. При вимірюванні кутових розмірів від 900 до 1800 вимірювання здійснюються лінійками 1 і 6, при цьому до показників приладу додається 900. Для налагодження кутоміра на потрібний кутовий розмір використовується мікрометричний пристрій 2.
Для контролю внутрішніх кутів використовують оптичні кутоміри з ціною поділки 5', за шкалою ноніуса. Лінійка 6, (рис.8.4б), нерухомо з’єднана із корпусом 3 оптичного кутоміра і має дві взаємно перпендикулярні вимірювальні поверхні різної довжини. Більша використовується при вимірі кутів від 00 до900, менша при вимірі кутів від 900 до1800. Лінійка 1, при налагоджені кутоміра, переміщується на потрібну довжину і зафіксовується у направляючих корпуса 4, а після виміру кутового розміру лінійка 1 зафіксовується обертанням фіксатора 2. Виміряний розмір потрібно прочитати в окулярі 5, (рис.8.4а).

|
Рисунок 8.4 - Оптичний кутомір
Для вимірювання кутів часто використовується механічний універсальний кутомір Семенова (рис.8.5).
На секторі І з нанесена градусна шкала і закріплена планка 2 з вимірювальною площиною. По сектору переміщується пластинка 3 з ноніусною шкалою 8 і фіксатором 4. До пластинки 3 за допомогою хомутика 7 можна закріпити; кутівник 5, лінійку 6, або можна кутівник з лінійкою хомутиком 9. Для плавного повороту планки 3 рекомендується користуватися зубчастою передачею,яка розміщується із зворотньої сторони ноніуса. За допомогою різних комбінацій окремих вимірювальних лапок кутоміра можна здійснювати різні схеми вимірювання кутів в інтервалі 0-360°, не дивлячись на те, що основна шкала кутоміра нанесена на дузі 130°. Кути від 0 до 50° вимірюються, коли до пластинки 3 прикріплюється одночасно кутівник 5 і лінійка 6. Кути від 50 до 140°, коли у хомутик 7 закріплюється не кутівник, а лінійка 6.

|
Рисунок 8.5 - Кутомір Семенова
Синусна лінійка
Синусні лінійки виготовляються у вигляді прямокутного паралелепіпеда складеного із двох плит з циліндричними роликами проміж ними. Один із роликів є спільною віссю навкруги якої плити можна обертати, змінюючи кут нахилу робочої поверхні верхньої плити відносно опорної поверхні нижньої плити. Другий ролик кріпиться до верхньої плити з внутрішньої сторони (протилежній робочій). Коли верхня плита опущена до зіткнення ролика із внутрішньою поверхньою нижньої плити, робоча поверхня верхньої плити буде строго паралельна опорній поверхні нижньої плити. Відстань L, (рис.8.6) проміж осями роликів, зазвичай 100…500мм., витримуються з високою точністю. Це надає можливість використо- вувати розмір L при підрахунку розміру катета h за формулою
 (8.1)
(8.1)
де  - кут нахилу робочої поверхні сінусної лінійки.
- кут нахилу робочої поверхні сінусної лінійки.
Для установки робочої поверхні сінусної лінійки під заданим кутом  , рисунок 8.6, необхідно:
, рисунок 8.6, необхідно:
· за формулою
h =  (8.2)
(8.2)
підрахувати розмір блока кінцевих мір, (кут конуса вибрати за номером конуса Морзе із таблиці 8.1);
· набрати блок кінцевих мір на підрахований розмір h і підкласти його під ролик, як показано на рисунку 8.6;
Таблиця 8.1 - Параметри конусів Морзе
| Номер конуса Морзе | Кут - 2 для інструментальних конусів
| Нормальна конусність - "К" для інструментальних конусів | Граничне відхилення конусності -  К (за ГОСТ 2848-45) К (за ГОСТ 2848-45)
|

| 0,05205 |

| |

| 0,04988 | ||

| 0,04995 | ||

| 0,05020 |

| |

| 0,05194 | ||

| 0,05263 | 
| |

| 0,05214 | 
|

|
Рисунок.8.6. - Схема вимірювання конусності
Для виміру конусності інструментального конуса необхідно:
· заданий інструментальний конус закріпити на синусній лінійки, робоча поверхня якої виставлена під кутом ;
· сінусну лінійку установити на плиту з штативом у якому закріплено індикатор, або інший важільно-механічний прилад;
· вимірювальний наконечник індикатора встановити у точку а на поверхні конуса і обертанням шкали сполучити нульову поділку індикатора із стрілкою;
· сінусну лінійку перемістити по плиті і виміряти погрішність конуса по показникам індикатора в точці б. Відстань між точками вимірювання на конусі - l, повинна бути як можна більшою;
· похибка конусності підраховується за формулою,
 (8.3)
(8.3)
і порівнюється з граничним відхиленням конусності - К, за ГОСТ 2848-45, (табл. 8.1);
· відхилення кута конуса від його номінального розміру, виражене в кутовій мірі  підраховується за формулою,
підраховується за формулою,
 , с (8.4)
, с (8.4)
де 2  105 - коефіцієнт, який вводиться в формулу для переводу відхилення кута із радіан в секунди.
105 - коефіцієнт, який вводиться в формулу для переводу відхилення кута із радіан в секунди.








