 2018-01-21
2018-01-21 820
820На Рис.7.1. приведена схема двигателя НАР твёрдотопливной ракеты основными элементами которой являются
Ротационная вытяжка — способ изготовления полых тел вращения из листовых или из полых заготовок.
Современный способ можно назвать давильно-обкатной обработкой роликом, при которой применяют станки (машины) с гидравлическими и электрогидравлическими суппортами для перемещения инструментов — давильных роликов, чтобы получить требующиеся форму и толщину обрабатываемой детали.
Под ротационной вытяжкой (РВ) понимается получение полой осе-симметричной детали из плоской или объемной, полой, вращающейся заготовки, деформируемой одним или несколькими роликами по вращающейся оправке.
Характерной особенностью процесса РВ является локальный очаг деформации и заданное регламентируемое значительное уменьшение толщины стенки исходной заготовки.
РВ производится из заготовки, закрепленной на вращающейся оправке, роликами, сателитно вращающимися от заготовки, которые перемещаются вдоль образующей оправки с необходимым заданным зазором. При соприкосновении роликов с заготовкой в месте их контакта возникает большое удельное давление, под действием которого металл заготовки пластически течет в зазор между роликом и оправкой, образуя деталь. Внутренняя поверхность детали принимает форму наружной поверхности оправки, а наружный контур детали повторяет траекторию перемещения рабочей кромки ролика.
На современных станах ротационной вытяжки можно вести раскатку одним, двумя или тремя роликами. Наличие растягивающих сил в отформованном участке заготовки в продолжение всего процесса вытяжки и то, что отформованная часть заготовки все время находится на оправке, уменьшает возможность продольного изгиба детали даже при наличии небольшого биения оправки или небольшой разностенности заготовки.
Различают два основных способа Ротационной вытяжки:
1. Прямой, при котором направление течения материала совпадает с направлением перемещения ролика;
2. Обратный, при котором направление течения материала противоположно направлению перемещения ролика.
При ротационной вытяжке прямым способом наружный контур оправки должен повторять внутренний контур вытянутой детали с технологическими припусками, поэтому длина оправки должна быть больше длины детали, что усложняет конструкцию оправки, делает её тяжелой и дорогой, а наладку более трудоемкой.
Прямой способ ротационной вытяжки рекомендуется для формоизменения тонкостенных и длинномерных цилиндрических деталей, а также всех типов деталей конической и оживальной форм. При РВ по обратному способу оправка должна соответствовать внутреннему контуру заготовки, поэтому оправка может быть в несколько раз короче детали. Однако при этом способе возникает опасность появления продольного изгиба у выдавливаемой детали после схода её с оправки, что накладывает особо жесткие требования на разностенность заготовки, биение оправки и роликов и на точность установки зазора между оправкой и всеми роликами.
Обратный способ допустимо применять для формоизменения сравнительно толстостенных и коротких точных заготовок цилиндрических деталей или заготовок деталей.
Процесс ротационной вытяжки может быть подразделён на обработку без утонения, с утонением и раскатыванием.
При выдавливании без утонения за несколько последовательных проходов инструмента толщина стенки не меняется или же незначительно уменьшается. Получают более или менее значительное уменьшение максимального диаметра заготовки при обработке без утонения. При обработке с утонением и раскатке наружный диаметр заготовки (или внутренний диаметр труб) и получаемой детали сохраняется неизменным, а толщина стенки более или менее значительно уменьшается; благодаря этому увеличивается длина получаемой детали вдоль оси вращения. При ротационной вытяжке заготовку устанавливают между оправкой, закрепленной на шпинделе, и прижимом задней бабки
По зарубежным данным, самая широкая сфера применения давильно-обкатной обработки производство деталей реактивных двигателей НАР и управляемых снарядов.

Рис.7.1
Например, этим способом изготовляются:
Коническая часть выхлопных труб из листовой стали толщиной 3 мм; готовая деталь имеет угол конуса 34°, толщина стенки 1 мм;
Насадки (сопла), Рис.2 выполняемые из нержавеющей стали, конической формы. После ротационной вытяжки сопло имеет толщину стенки 1,14 мм, угол конуса детали 12°;
Ролики применяют в качестве инструмента для работы при ротационной вытяжке. Ролики, устанавливаемые на специальных приспособлениях станков, вращаются на валу в подшипниках при соприкосновении с обрабатываемым материалом вращающихся заготовок.
Приспособление для установки ролика на станке жесткое устройство, устанавливаемое, фиксируемое и надежно закрепляемое после выверки на салазках станка. Оно должно соответствовать жесткости давильного станка и выдерживать без больших деформаций возникающие в процессе работы значительные усилия, обеспечивая устойчивую работу давильно-обкатного станка.
Ролики изготовляют из высококачественной инструментальной (быстрорежущей) стали такой как ХВГ, У10, У8, термически обработанном (закалка, отпуск) до твёрдости HRC 62—64. При давильно-обкатной обработке выделяется значительное количество тепла. Хотя некоторое количество тепла отводится охлаждающей жидкостью, все же ролики должны быть стойкими к повышенным температурам.
 |
Рис.1
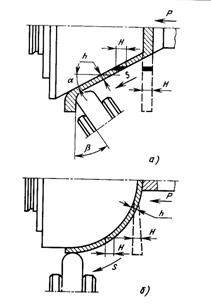
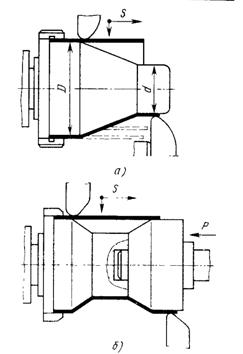
Рис.2 Рис.3

Рис.4








