 2015-05-05
2015-05-05 7821
7821К электрохимическим способам обработки металлов и сплавов, получивших в промышленности наибольшее применение, относят электролитическую очистку от загрязнений, электролитическое полирование, электролитическую размерную обработку в проточном электролите, а также химико-механическую притирку, чистовую доводку и шлифование поверхности изделий и т. д.
Электрохимическая обработка металлов основана на использовании химического действия электрического тока, т. е. анодного растворения металлов воздействием на них электрического тока в среде электролита. При погружении в электролит двух электродов, одним из которых является обрабатываемое изделие (обычно анод) и подключении их к источнику постоянного тока поверхность анода растворяется.
Один из распространенных в промышленности видов электрохимической обработки — электрохимическое травление металлов для удаления окалины и других химических загрязнений с поверхности изделий. При этом виде обработки в ванну 1 (рис. 11.2.1, а) с электролитом (растворы кислот или солей) помещают обрабатываемое изделие 2 и два катода 3, которые подключают к источнику постоянного тока. При соответствующей плотности тока происходит растворение металла изделия (анода). Этот процесс протекает в тонком слое электролита, непосредственно прилегающем к поверхности обрабатываемого изделия. Вместе с растворяемым металлом удаляется находящаяся на поверхности окалина, ржавчина, пригар. Эту обработку часто применяют в качестве промежуточной операции при прокатке листов, получении жести и других видов обработки металлов давлением.
Для удаления механических загрязнений (жировых пленок и т. д.) применяют электролитическую очистку. Принципиальная схема та же, что и при травлении, но очистку проводят при меньшей плотности тока. Эту операцию часто используют в приборостроении для очистки мелких деталей от поверхностных загрязнений. При электролитической очистке металлов применяют щелочные и щелочно-кислотные электролиты.
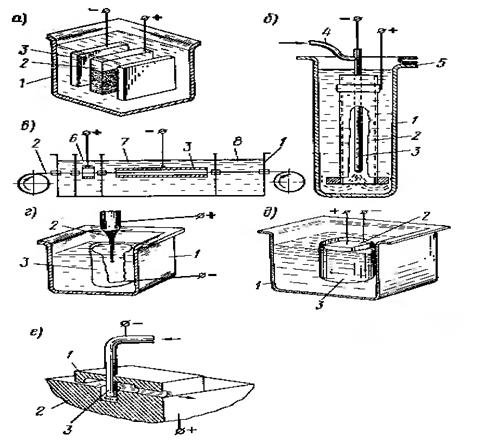
Рис.11.2.1. Схемы электрохимических методов обработки
При электролитическом полировании внутренней поверхности труб для удаления окалины, загрязнений и сглаживания неровностей катод помещают внутрь трубы (рис. 11.2.1, б). Процесс обычно ведут в проточном электролите, который подают по трубке 4, а излишек электролита удаляют через патрубок 5.
Непрерывное электролитическое полирование проволоки или ленты (рис. 11.2.1, в) осуществляют по принципу бесконтактного подвода тока. Анодное растворение, приводящее к полированию непрерывно движущейся проволоки или ленты, происходит при подаче тока к аноду через жидкостный контакт с ванной. Лента или проволока, перематываясь с подающего барабана на приемный, проходит через контактную ванну 6 (ванну для подвода тока к проволоке или ленте) и полировочную ванну 7, наполненную рабочим электролитом, а затем проходит промывную ванну 8.
При электролитическом полировании выступающие части шероховатой поверхности (гребешки, выступы) растворяются быстрее, чем металл в углублениях между ними.
Это связано с тем, что на выступах создаются повышенные концентрации (более высокая плотность) тока. Ускоренному растворению выступов способствует также и то, что они обычно сильнее деформированы, чем вся масса металла.
Электролитическое полирование широко применяют для обработки режущих инструментов (сверл, фрез, калибров и т. д.), зубьев шестерен, клапанов для подачи горючего и других деталей сложной конфигурации. Электрополирование изделий, кроме улучшения их поверхности, повышает коррозионную стойкость, предел выносливости и усталостную прочность металла за счет съема ослабленного поверхностного слоя (в частности, удаляет поверхностные микротрещины, которые могут стать концентраторами напряжений).
В составе электролита для электрополирования в основном имеется фосфорная, серная и хромовая кислоты, иногда с добавками лимонной кислоты или глицерина в зависимости от полируемого металла. Так, для электрополирования углеродистой и низколегированной стали применяют электролит, состоящий из 70% фосфорной кислоты, 5—12% серной кислоты, 6—8% хромового ангидрида и 12—15% воды.
Электрохимическая размерная обработка — метод направленного анодного растворения металла при высоких плотностях тока. В этой обработке анодное растворение металла с поверхности изделия ведется на строго ограниченных участках, расположенных на небольшом расстоянии от катода, имеющего нужную для детали форму. При размерной обработке для изготовления, например, конусных изделий (таких как иглы и др., рис. 11.2.1, г) анод прикрепляют к механизму подъема. В процессе растворения заостряемое изделие 2 постепенно вытягивается из ванны при этом концевые участки, дольше подвергающиеся растворению, соответственно растворяются больше, чем лежащие выше. Величина конусности регулируется скоростью подъема изделия.
Имеется и другой вид электрохимической размерной обработки— электрохимическое профилирование металлических заготовок (рис. 11.2.1, д); оно происходит при вращении детали (анода) квадратного или любого иного профиля б катоде круглого или другого фасонного профиля. Направленное анодное растворение фасонного изделия, помещенного внутрь катода, происходит интенсивнее на участках, более близких к катоду (например, на углах квадрата), результатом чего являются изменение первоначальной формы и получение заданной (в данном случае круглой).
Электрохимическое сверление (долбление, прошивание) также относят к размерной обработке. Оно осуществляется по схеме рис. 11.2.1, е в проточном электролите. Под действием струи электролита, выходящей под давлением из полого катода 3, в месте ее соприкосновения с обрабатываемой деталью — анодом 2 металл растворяется; при этом форма образующейся полости точно соответствует форме поперечного сечения струи электролита, т. е. форме трубки-катода, внутренний диаметр которой на 0,1—0,2 мм меньше диаметра требуемого отверстия. Электролит, выходящий из трубки, возвращается по зазору между стенками отверстия и трубки и по каналам откачивается в систему циркуляции для повторного использования. По мере растворения металла трубка-катод опускается.
При размерной электрохимической обработке скорость съема металла, зависящая от химического состава металла, составляет 1200— 1800 мм3/мин на 100 А силы тока, протекающего между электродами. Чистота обработки достигает V8—V 9-го классов; точность обработки может достигать ±20 мкм.
Химико-механическая обработка —это обработка, при которой изменяют форму заготовок вследствие протекания химических и электрохимических реакций с применением поверхностно-активных и химически активных веществ или электролитов (растворов солей — в основном сульфата меди). Заготовки могут быть из черных и цветных металлов и сплавов, а также из металло-керамических материалов.
При погружении изделия 1 (рис. 11.2.2) в ванну 2 с раствором метал-лической соли (обычно сернокислой меди) с абразивным порошком происходит обменная реакция, в результате которой металл изделия переходит в раствор в виде солей, а металлическая медь оседает в виде рыхлого порошка на обрабатываемой поверхности. Осевший рыхлый порошок механически удаляют путем шлифования порошком, взвешенными растворе. Шлифование осуществляют в ванне взаимным перемещением обрабатываемого изделия 1 и притира 3 при помощи специальных приспособлений. Скорость обработки зависит от концентрации раствора и периодичности снятия меди, оседающей на обрабатываемой поверхности.
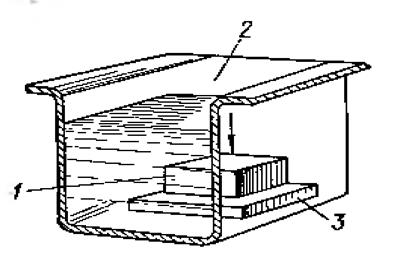
Рис.11.2.2. Схема химико-механической обработки металла
Химико-механической обработкой выполняют притирку, чистовую доводку и шлифование поверхности, прежде всего металло-керамических изделий, а также их разрезание (если в качестве притира принять диск). Кроме того, этим способом производят химическое фрезерование титана, а также алюминиевых, магниевых и некоторых других сплавов цветных металлов.
1. Какова физическая сущность электроэрозионных методов обработки материалов?
2.Каковы физико-механические свойства материала заготовки, обрабатываемой ультразвуком?
3.Назовите область применения электрохимической обработки.
4.Объясните физическую сущность эффекта магнитострикции.
5.Назовите области применения анодно-механической обработки.








