 2018-01-21
2018-01-21 1474
1474
При обработке фрезой наружного контура понятие эквидистанты в ЧПУ совпадает с математическим определением. Действительно, все точки траектории, описываемой центром фрезы, смещены относительно обрабатываемого контура на радиус фрезы (рис.30).
| Обрабатываемый контур |
| P |
| Эквидистанта |
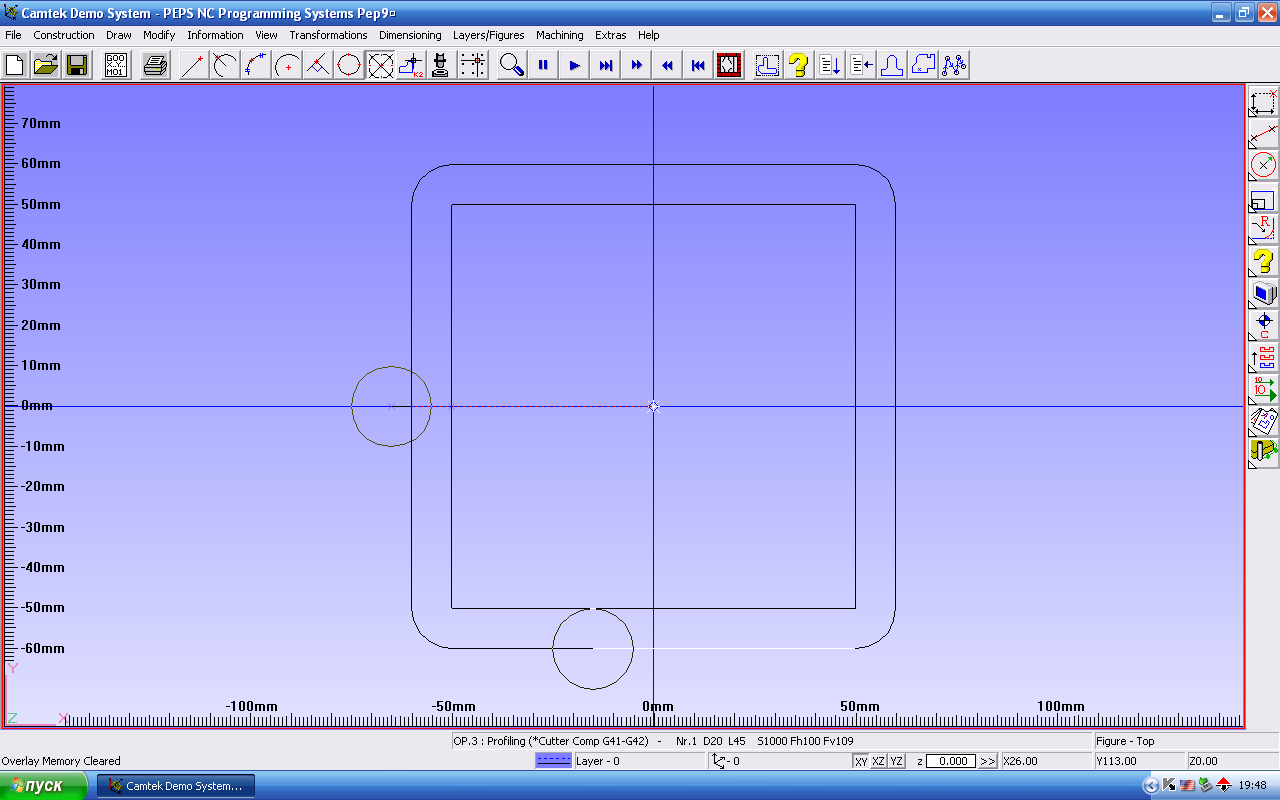
Рисунок 30 – Эквидистанта при обработке наружного контура
2) Обработка кармана
При обработке кармана (полость, паз внутри детали) режущий инструмент выполняет спиралевидное перемещение (рис. 31). Обычно оно начинается из центра кармана.
Сначала на быстром ходу инструмент подводится к центру кармана. При этом плоскость перемещения на быстром ходу заведомо выше верхней плоскости детали (чтобы избежать столкновения инструмента с заготовкой). Затем инструмент быстро опускается к плоскости подвода (обычно это на 2-3мм выше верхней плоскости детали).
Затем следует переход на перемещение с рабочей подачей, инструмент врезается в заготовку. Возможны различные способы врезания:
- вертикально вниз, если предварительно в детали просверлено отверстие;
- врезание по спирали (инструмент, медленно опускаясь, как бы ввинчивается в заготовку);
- маятниковое врезание (инструмент «качается» из стороны в сторону и медленно опускается).
Опустившись на заданную глубину (величина одного прохода), начинается перемещение в плоскости XY (рис.31), пока не будет выбран весь материал на заданной глубине.
| P |
| Эквидистанта |
| Обрабатываемый контур |
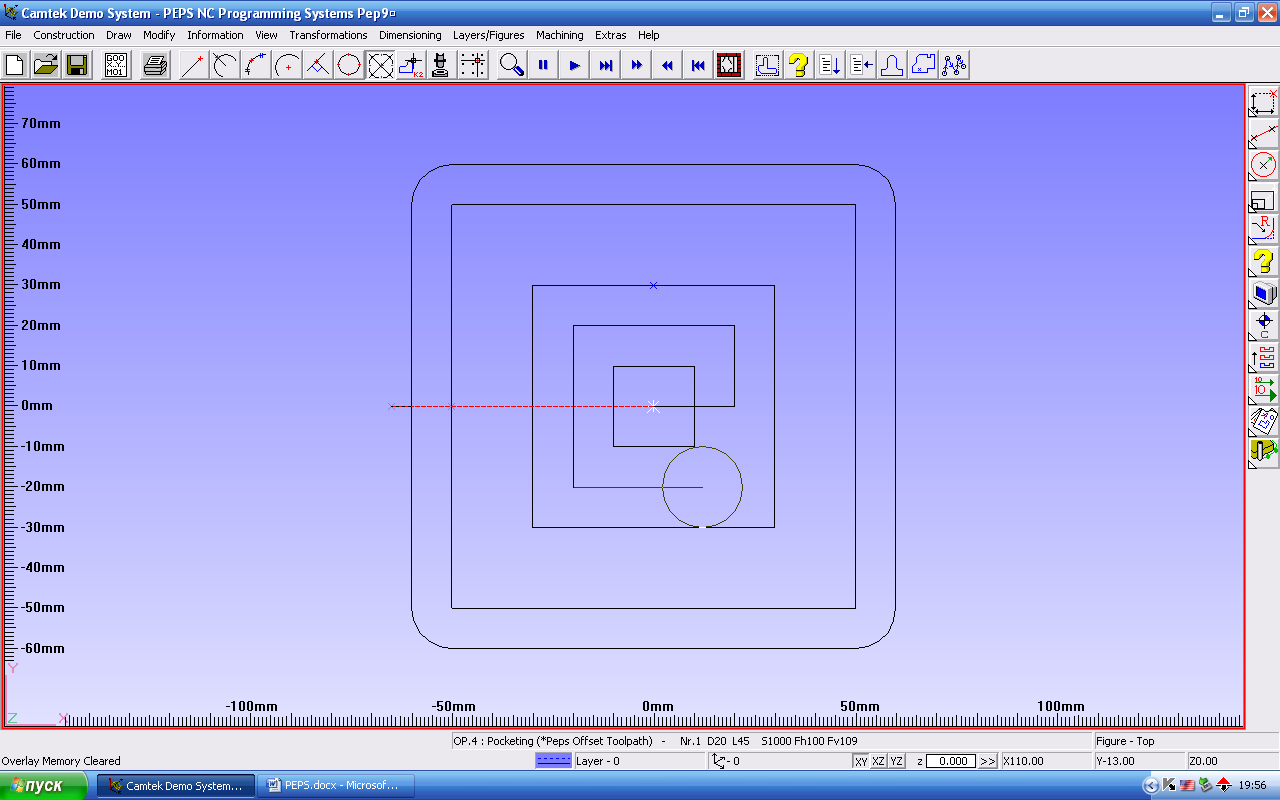
Рисунок 31 – Эквидистанта при обработке кармана
При этом траектория не совпадает с математической эквидистантой.
3) При обработке токарным резцом за точку Р инструмента принимают центр дуги при вершине режущей кромки (рис.32).
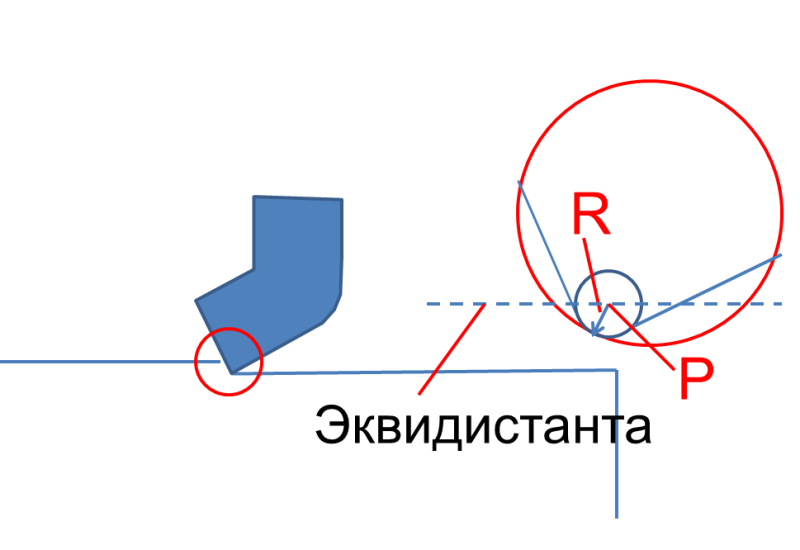
Рисунок 32 – Эквидистанта при токарной обработке резцом
4) При описании перемещений сверла привязываются к его центральной нижней точке (рис.33).

Рисунок 33 – Эквидистанта при перемещении сверла
В большинстве станков с ЧПУ в общем случае эквидистанта может состоять из отрезков прямых и дуг окружностей. При этом каждому отрезку соответствует один кадр управляющей программы.
С геометрической задачей непосредственно понятие интерполяции. Напомним, что математически интерполяция это процесс вычисления промежуточных точек функции по заданным координатам нескольких известных точек, в простейшем случае начальной и конечной. В ЧПУ интерполяция это процесс расчета траектории перемещения инструмента в кадре УП и выдачи команд в приводы подачи, обеспечивающий перемещение по заданной траектории с заданной подачей. Описание геометрической информации в кадре состоит в указании координат опорных точек и вида перемещения. Поскольку координаты начальной точки известны (это координаты точки, куда попал инструмент в результате отработки предыдущего кадра), в кадре задаются координаты конечной точки. Вид перемещения кодируется соответствующей вспомогательной функцией:
G00 – быстрое перемещение (подвод инструмента);
G01 – перемещение по прямой (линейная интерполяция);
G02 – перемещение по дуге окружности по часовой стрелке (круговая интерполяция);
G03 – перемещение по дуге окружности против часовой стрелки (круговая интерполяция).
Координаты опорных точек (т.е., конечных точек отрезков) задаются с помощью слов X… Y…. Для круговой интерполяции, кроме того, нужно задать радиус окружности с помощью слова R…. Также в кадре управляющей программы нужно задать скорость перемещения инструмента – подачу с помощью слова F….
Особенность записи кадров в управляющих программах состоит в том, что слово, определяющее какой-то параметр, по умолчанию остается действующим во всех последующих кадрах до тех пор, пока его содержание не будет изменено в другом кадре.
Пример
Рассмотрим последовательность кадров для обработки контура, показанного на рисунке 34. Будем считать, что в точку X0Y70 инструмент был подведен на быстром ходу, после этого идет рабочее перемещение с подачей 100 мм в мин. по прямой в точку 1, затем по дуге в точку 2 по часовой стрелке, затем по дуге в точку 3 против часовой стрелки, затем по прямой в точку 4.
| 0 10 20 30 40 50 60 70 X |
| Y |
Рисунок 34 – К описанию эквидистанты кадрами УП
Последовательность кадров будет иметь следующий вид:
G00 X0Y70 (подвод инструмента)
G01 X40 F100 (линейная интерполяция в точку 1, слово Y70 из предыд.
кадра продолжает действовать)
G02 Y50 R10 (круговая интерполяция по часовой стрелке в точку 2,
слова X40 и F100 из предыд. кадра продолжают
действовать)
G03 Y20 (круговая интерполяция против часовой стрелки в т.3,
слова X40, F100 и R10 из предыд. кадров продолжают действовать)
G01 X70 (линейная интерполяция в точку 4, слова Y20 и F100 из
предыд. кадров продолжают действовать)

