 2017-11-01
2017-11-01 505
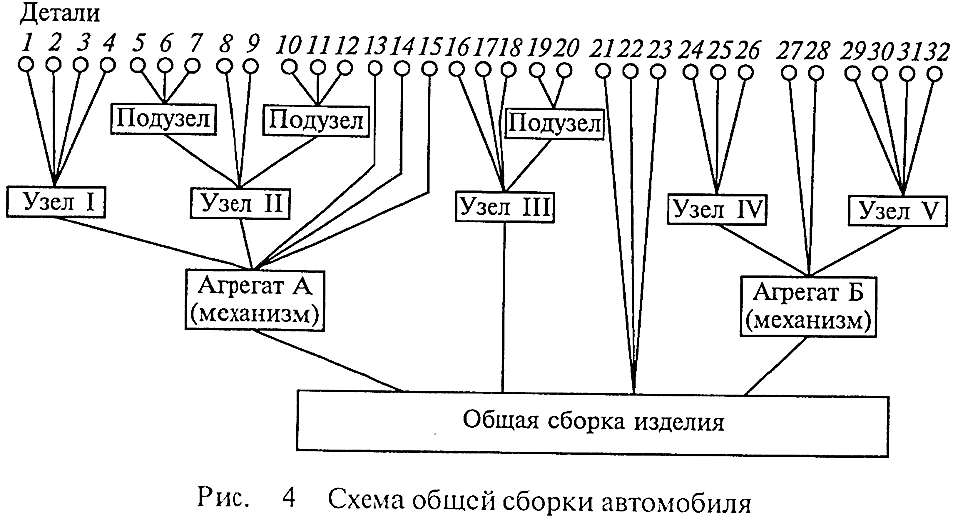
505Общая сборка автомобиля является завершающим этапом в технологическом процессе его ремонта и восстановления. Качество сборки зависит не только от точности сборки, но и от методов организации сборочного процесса, чистоты собираемых деталей, оснащения рабочих мест, контроля в процессе сборки и испытания собраных узлов и агрегатов автомобиля.
Для наглядного представления процесса сборки состовляют графическую схемму сборки (рис. 4), на которой видна последовательность сборки деталей 1- 32 в подузлы или узлы и далее узлов и агрегатов вплоть до общей сборки автомобиля.
Формы сборки
В зависимости от типа производства, трудоемкости процесса сборки и особенностей автомобиля в насстоящее время различают две организационные формы сборки: поточную и непоточную.
Поточный метод сборки считается наиболее совершенной формой сборки агрегатов автомобилей. Его применение целесообразно в организациях по ремонту полнокомплектных автомобилей со значительной производственной программой. Собираемый автомобиль принудительно перемещается по конвейру. Режим работы конвейра (как правило, переодический) устанавливается в зависимости от производственной программы, такта выпуска, сложности сборочных операций и различных технологических факторов. Промежуток времени между выходом со сборки двух готовых автомобилей или его узлов называется тактом сборки.
Для бесперебойной поточной сборки необходимо своевременное обеспечение линии требующимися деталями и узлами. При этом сборка узлов должна быть согласована с тактом общей сборки агрегата или автомобиля. Сборка на конвейре с переодическим перемещением проводится в периоды его остановки.
Признаки, характеризующие почетную сборку:
1) за каждым рабочим местом закреплена определенная операция;
2) собранный на предидущем рабочем месте агрегат или автомобиль передается на следующую операцию немедленно по окончании предидущей;
3) на всех рабочих местах сборочной линии работа синхронизирована и выполняется в соответствии с установочным тактом;
4) сборка механизирована.
Сборка грузового автомобиля проводится в следующей последовательности. На базовую сборочную единицу (раму) устанавливают собраные агрегаты и узлы: передний и задний мосты, карданную передачу, рулевое управление, двигатель в сборе с коробкой передач, радиатор, кабину, колеса и остальные узлы, механизмы и детали. Необходимые регулировочные работы осуществляют непосредственно в процессе сборки.
Непоточный метод сборки характеризуется выполнением сборочных операций на постоянном рабочем месте, к которому подаются все детали и узлы собираемого автомобиля. При этом сборка может быть выполнена по принципу концетрации и деффиринциации операций.
При концетрации сборочных операций автомобиль собирается на одном рабочем (сборочном) месте. Однако при такой организации технологического процесса сборку должны проводить высококвалифицированые сборщики, причем времени на сборку затрачивается больше.
При дифференциации сборочных операций сборка выполняется паралельно на нескольких рабочих местах, что значительно ускоряет этот процесс при некотором снижения качества сборки.
Средства механизации и автоматизации сборочных процессов. Эти средства, устанавливаемые на рабочих местах, обеспечивают значительное повышение производительности и качества труда при сборке, а так же снижение трудоемкости и себестоимости продукции. К ним относятся устройства для установки и закрепления изделий и манипуляций ими, специализированая тара для деталей и улов и механизированые (автоматизированые) механические устройства для выполнения основных сборочных операций.
При осуществлении сборочных операций применяют механизированно- ручной и механизированный инструмент с электрическим, пневматическим и гидравлическим приводом. Наиболее широкое применение находят электрические и пневматические механизированно – ручные инструменты.








