 2017-11-01
2017-11-01 2575
2575Сборочные работы представляют собой ряд последовательных операций, качество которых определяется:
тщательностью очистки, промывки и обдувки сжатым воздухом деталей, поступающих на сборку;
соответствием геометрическим параметров, шероховатости поверхности, неуравновешенности деталей и узлов параметрам, заданным ТТ;
отсутствием разукомплектования сопряженных деталей;
качеством выполнения комплектовочных работ;
применением при сборке соответствующего оборудования, приспособлений и инструментов, обеспечивающих заданное качество сборки соединений;
соблюдением регламентированных технологических режимов, инструкций и требований к сборке соединений;
использованием при сборке рекомендуемых материалов, уплотнительных и стопорных элементов и др.
Доля резьбовых соединений в конструкции автомобиля достигает 75% всех соединений, при этом трудоемкость их сборки составляет около 40% общей трудоемкости сборочных работ.
Процесс сборки резьбовых соединений состоит из следующих этапов:
1) подача и установка сопрягаемых деталей в исходное положение;
2) ввертывание (навинчивание) и затяжка одной из деталей;
3) дотяжка динамометрическим ключом до заданного для этого соединения крутящего момента;
4) стопорение (при необходимости) и контроль соединения.
Сборка соединений с натягом осуществляется под действием осевой силы или температурного воздействия путем нагрева охватовающей или охлаждения охватываемой детали. Основными условиями нормальной сборки с натягом являются обязательное применение приспособлений, обеспечивающих соосность сопрягаемых деталей в момент сборки, и наличие заходных фасок в зоне контакта у обеих сопрягаемых деталей.
Сборка с термовоздействием повышает прочность соединения в 1,5 – 2,5 раза по сравнению с механической запресовкой.
Зубчатые передачи – наиболее распространеные виды передач на автомобиле, в значительной степени влияющие на его безотказность и долговечность. Работоспособность зубчатых передач зависит от геометрической точности зубчатых колес и зацепления (боковой зазор, форма, плошадь и положение пятна контакта зубьев).
Сборка зубчатых передач осуществляется методом полной взаимозаменяемости, поэтому все поступающие на сборку зубчатые колеса и корпусные детали должны сторго соответствовать техническим требованиям, приведеным в чертеже. Для контроля параметров параметров зубчатых колес применяются зубомеры, шагомеры, толщиномеры, а так же различные приборы и приспособления, позволяющие установить межосевое расстояние, плавность работы, контакт зубьев и т.п.
Точность сборки конических и гипоидных зубчатых передач обеспечивается регулированием посредством компенсаторов – набора регулировочных шайб, колец и прокладок. Для повышения производительности и качества сборки конических и гипоидных передач применяют контрольно – обкаточные стенды.
Баланисиовка деталей и узлов снижает их дисбаланс и в значительной степени повышает долговечность и надежность быстровращающихся деталей и узлов, а следовательно, и машин в эксплуатациию. Поэтому в технологии изготовления и ремонта деталей автомобиля обязательно предусматривается балансировка таких деталей, как коленчатые и карданные валы, маховики, шкивы, колеса, диски сцепления и т.п.
Для устранения дисбаланса применяют два вида балансировки: статическую и динамическую. При этом основная цель балансировки – выявить величину смещения центра масс детали от оси ее вращения и определить место и величину груза (или объема метала, подлежащего удалению), исключаещего дисбаланс до величины, заданой ТТ.
Статическая балансировка применяется для деталей относительно большого диаметра и малой ширины или толщины (L < D) и проводится на призмах или роликах, установленных на подшипники. При свободном прокручивании деталь останавливается в положении, при котором «тяжёлое место» находится в ее нижней части. После этого подбирается и закрепляется в верхней точке детали такой грузик или кусок пластилина, который уравновешивает имеющееся «тяжелое место». В этом случае деталь останавливается в произвольном положении при ее повторном вращении. Далее определяют массу грузика (пластилина) и в этом случае приваривают соответствующий груз или с противоположной стороны удаляют (например, высверливанием) часть детали такой же массы.
Для статической балансировки рекомендуется извесное устройство, приведеное на(рис.2). Порядок балансировки заключается в следующем: рейка 2 (без детали 6, но с динамометром 7), находящаяся на подшипниковой опоре 10, уравновешивается при помощи груза1, что фиксируется индикаторной головкой 3. После этого на ось 5 устанавливают деталь (желательно соорентировать её по шпоночному пазу) и динамометром, прилагая усилие Р1, приводят рейку в горизонтальное положение в соответствии с показаниями индикаторной головки. При этом фиксируют усилие Р1.
После этого поворачивают деталь на угол 90о и повторяют те же действия, в результате чего определяется усилие Р2.
Таким образом, получают следующие данные: в первом случае – смещение силы тяжести х (справа от оси Y), а во втором – смещение силы тяжести y (слева от оси X). На перекрестье этих направлений, на расстоянии r, и находится центр тяжести детали.
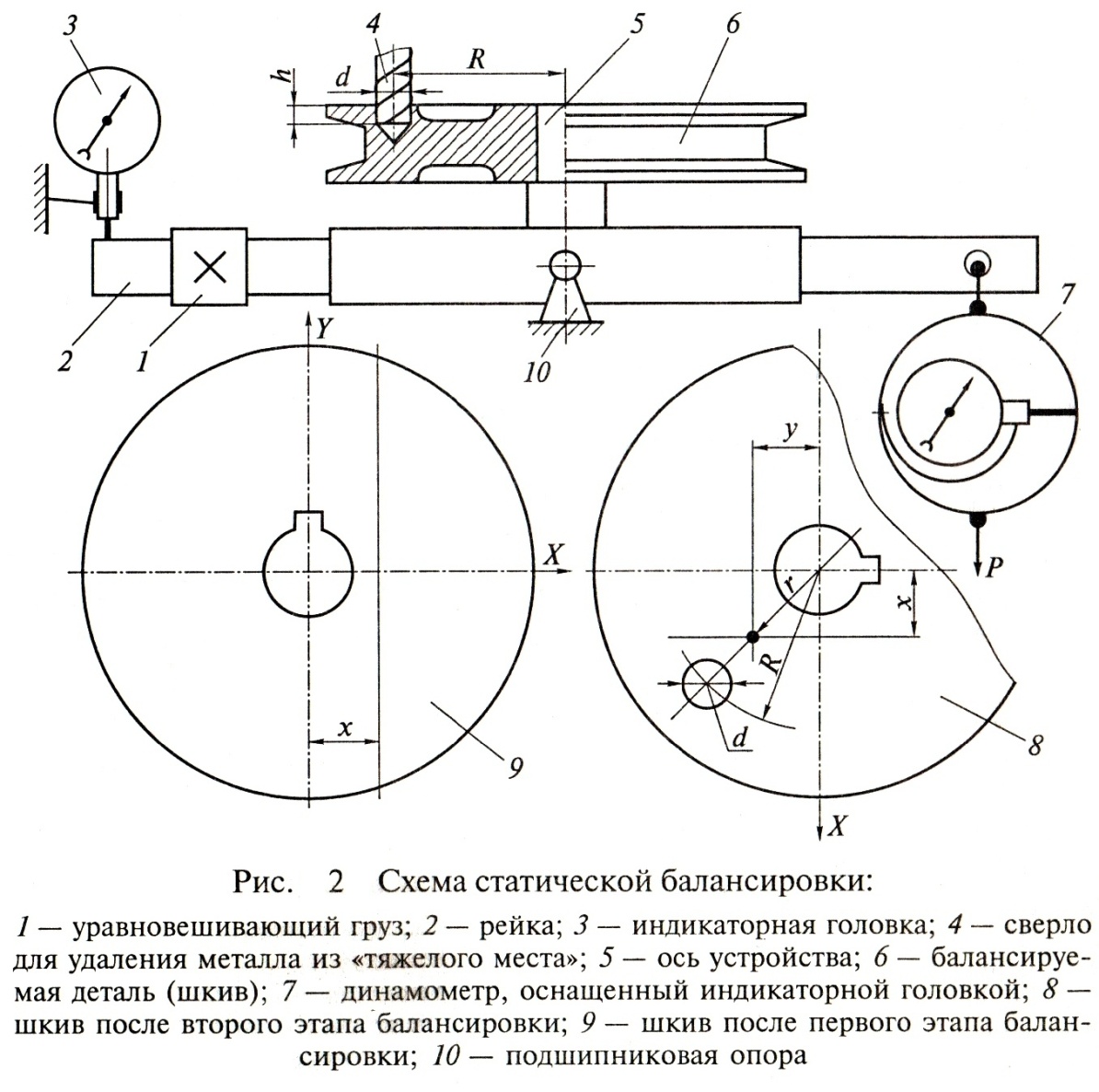
Зная исходный вес детали G, определяют значения х и у:
 (3)
(3)
Теперь на продолжении вектора r, на выбранном расстоянии R, высверливается отверстие диаметром d и глубиной h, что обеспечивает балансировку детали.
Динамическая балансировка свойственна деталям и узлам, у которых L>>D (коленчатые и карданные валы, коленчатый вал в сборе с маховиком и сцеплением и т.п.). Она характеризуется наличием двух результирующих неуравновешенных масс, расположенных в двух (обычно крайних) плоскостях коррекции, а так же моментом дисбаланса относительно центра масс. Дисбаланс определяют для каждого конца детали, при этом за единицу измерения принимают г* см.
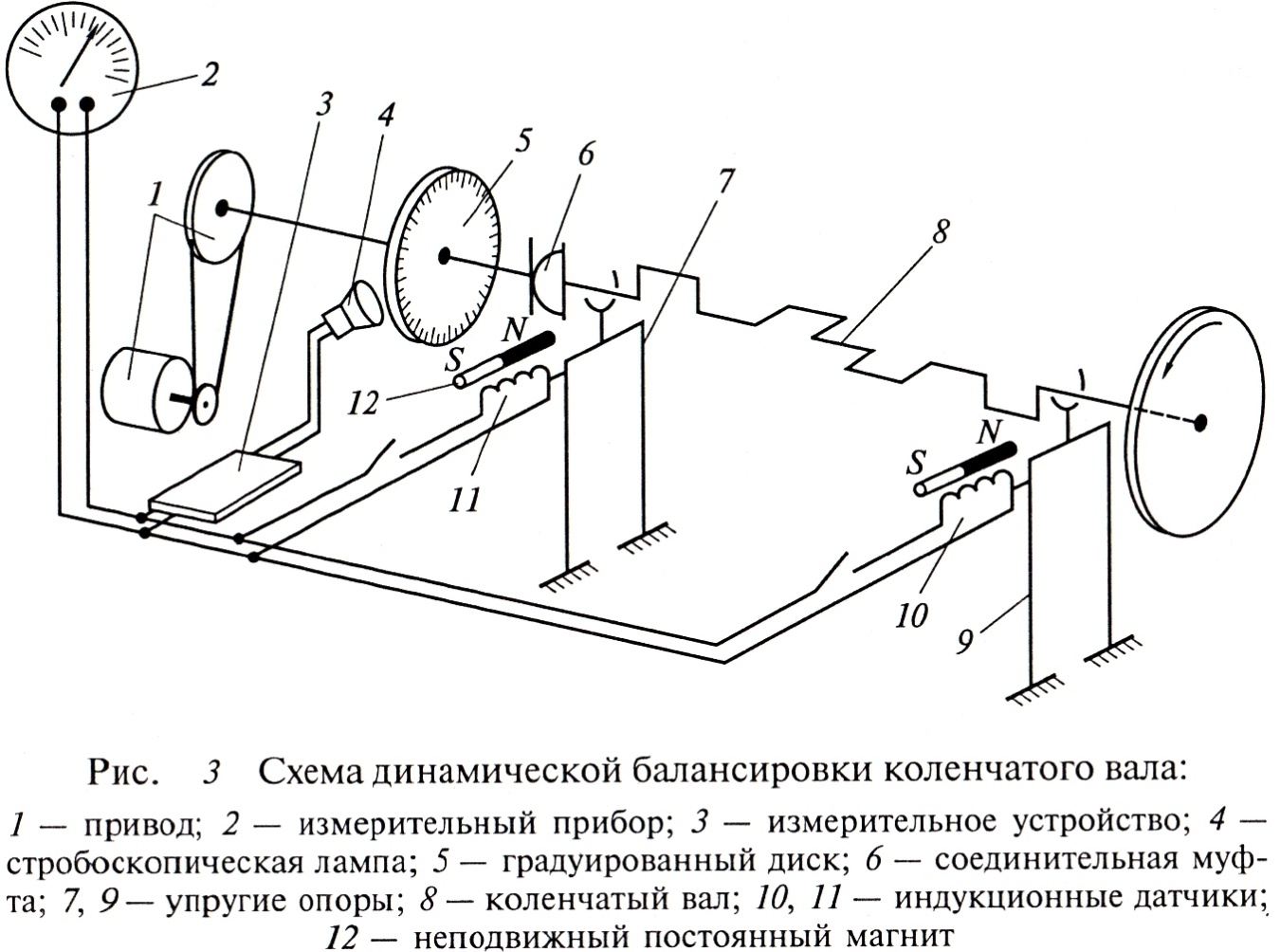
Процесс динамической балансировки осуществляется на специальном балансировочном станке, принципиальная схемма которого приведена на (рис. 3). Сущность динамической балансировки заключается в следующем: деталь (коленчатый вал) 8 устанавливают на упругие опоры 7 и 9 и приводят в овращение (с требуемой скоростью) от привода 1 через эластичную соединительную муфту 6, предварительно закрепив опору 9. Тогда опора 7, имеющая возможность изгибаться под действием динамических нагрузок (дисбаланса), будет отклоняться от своего номинального положения на некоторую величину. Значение этой величины фиксируется с помощью индукционого датчика 11, вибрирующего вместе с деталью относительно неподвижного постоянного магнита 12. Учитывая предварительную тарировку опоры 7, можно определить величину дисбаланса по амплитуде колебаний, фиксируемой прибором 2. «Тяжолое место» определяется при помощи стробоскопа 4 по градуированому лимбу 5. Балансировку второго конца вала выполняют аналогично, зафиксировав опору 7 и освободив опору 9.
Устранение дисбаланса, выходящего за пределы установленной нормы для данной детали, осуществляется, как и при статической балансировке, путем удаления металла в плоскости «тяжолого места» либо посредством наплавки или приварки дополнительной пластины.

