 2014-01-25
2014-01-25 2905
2905Принципиальная технологическая схема
Принципиальная технологическая схема установки депарафинизации масел приведена на рис. 74.
В отделение кристаллизации (рис. 74 а) исходное сырье (рафинат селективной очистки) насосом 1 через подогреватель 2 и холодильник 3 подается в регенеративный кристаллизатор 4, где охлаждается раствором депарафинированного масла. Подогрев сырья в подогревателе 2 до 60 – 80 ºС обеспечивает полное расплавление мелких студнеобразных кристаллов парафинов. В холодильнике 3 сырье охлаждают, но не допуская его помутнения. Далее сырье смешивают с охлажденным влажным растворителем и циркулирующим фильтратом со второй ступени фильтрования, и подают в кристаллизатор 5, где охлаждается жидким аммиаком или пропаном, после чего смешивается с определенными порциями охлажденных влажного и сухого растворителей.
При охлаждении выпадают кристаллы твердых углеводородов, далее полученная
суспензия направляется в емкость первой ступени фильтрования 6, откуда самотеком идет в барабанный фильтр первой ступени 7. Здесь кристаллы осаждаются в виде лепешки на барабане фильтра, а фильтрат просачивается через фильтрующую ткань внутрь барабана под действием вакуума и собирается в емкости депарафинированного масла 17. Далее фильтрат прокачивается через кристаллизаторы 4, 12 и теплообменники 10, 11 и 15, где нагревается за счет охлажденного сырья, сухого и влажного растворителей и направляется в отделение регенерации растворителя.
Осадок гача (петролатума) на барабане фильтра 7 промывается от остатка масла сухим охлажденным растворителем, и образующийся промывной фильтрат собирается в емкости некондиционного масла 20. Срезанный ножом осадок шнеком выгружается в
емкость 18, куда также подают порцию сухого охлажденного растворителя.
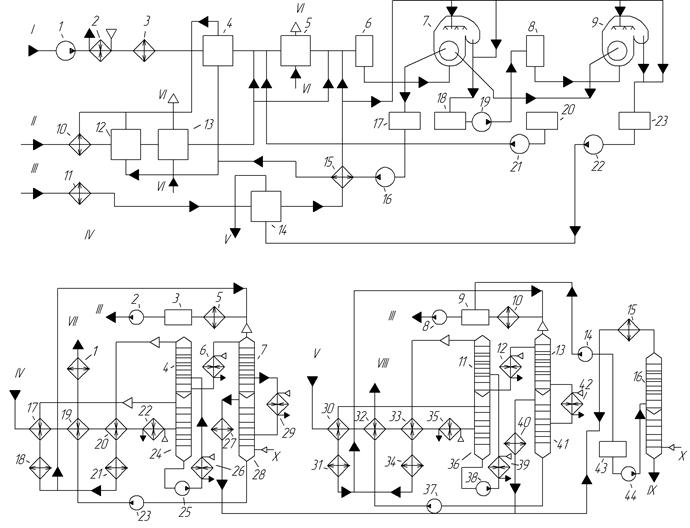 Рис. 74. Принципиальная технологическая схема
Рис. 74. Принципиальная технологическая схема
установки депарафинизации масел:
а – отделение кристаллизации:
1, 16, 19, 21, 22 – насосы; 2 – пароподогреватель; 3 – холодильник;
4, 5, 12 – 15 – кристаллизаторы; 6, 8, 17, 18, 20, 23 – емкости;
7, 9 – фильтры; 10, 11, 15 – теплообменники.
б – отделение регенерации растворителя:
1, 5, 10, 15, 18, 21, 27, 31, 34, 40 – холодильники;
2, 8, 14, 23, 25, 37, 38, 44 – насосы; 3, 9, 43 – емкости; 4, 7, 11, 13, 16, 24, 28, 36, 41 – колонны;
6, 12, 22, 26, 29, 35, 39, 42 – пароподогреватели; 17 – 20, 30, 32, 33 – теплообменники.
I – сырье, II – влажный растворитель; III – сухой растворитель; IV – раствор депарафинированного масла; V – раствор гача; VI – аммиак; VII – депарафинированное масло; VIII – гач;
IX – вода; X – водяной пар
Из емкости 18 суспензия насосом 19 перекачивается в емкость 8, откуда самотеком перетекает в фильтр второй ступени 9. Образующийся фильтрат собирается в емкости некондиционного масла 20, а осадок промывается охлажденным сухим растворителем от остатков масла. Некондиционное масло насосом 21 возвращают к потоку сырья перед кристаллизатором 5.
Суспензия гача собирается в емкости 23 и насосом 22 через кристаллизатор 14 на-
правляется в отделение регенерации растворителя. В ней содержатся кристаллы льда,
попавшие из влажного растворителя. На современных установках имеются также трех
ступенчатые схемы фильтрования.
В отделении регенерации (рис. 74 б) отгон растворителя от депарафинированного масла проводится в четыре ступени. Для этого раствор масла проходит теплообменники 17 – 20 и пароподогреватель 22 и проходит последовательно колонны 24, 4, 7 и 28. В низ колонны 28 подается острый водяной пар. Депарафинированное масло с низа колонны 28 через теплообменник 19 и холодильник 1 отводится с установки. С верха колонн 4, 24 и 7 уходят пары сухого растворителя, которые конденсируются, охлаждаются и поступают в емкость сухого растворителя 3, откуда насосом 2 сухой растворитель откачивается в отделение кристаллизации.
Отгон растворителя из суспензии гача также происходит в четыре ступени в колоннах 11, 36, 13 и 41. С верха колонн 11, 36 и 13 уходят пары влажного растворителя, которые конденсируются, охлаждаются и собираются в емкости 9, откуда насосом 8 возвращаются в отделение кристаллизации. Увлажнение растворителя вызвано присутствием в гаче кристаллов льда.
С верха колонн 28 и 41 уходит смесь паров растворителя и водяного пара. После охлаждения и конденсации эта смесь поступает в емкость 43, где происходит расслаивание жидкости. Верхний слой влажного растворителя (содержание воды 0,6 – 0,8 %) насосом 14 перекачивается в емкость 9. Нижний водный слой, содержащий до 15 % растворенного МЭКа, насосом 44 подается в кетоновую колонну 16.
В низ этой колонны подают острый пар. С верха этой колонны отгоняется низкокипящая азеотропная смесь, обогащенная МЭКом, которая конденсируется в холодильнике 15 и поступает обратно в емкость 43, где происходит ее расслаивание. Вода из низа колонны 16 отводится в канализацию.
Кристаллизаторы. На установках депарафинизации эксплуатируют различные типы кристаллизаторов, отличающихся конструктивным оформлением, величиной поверхности охлаждения, типом привода скребков. Поверхность теплообмена колеблется от 70 до 100 м2. В настоящее время разрабатываются кристаллизаторы с поверхностью до 340 м2.
В аппаратах типа «труба в трубе» (рис. 75) по внутренним трубам движется охла- ждаемый раствор масла, из которого выкристаллизовываются твердые углеводороды, а
по межтрубному пространству противотоком движется охлаждающая среда (фильтрат
депарафинированного масла).
 Рис. 75. Кристаллизатор типа «труба в трубе»:
Рис. 75. Кристаллизатор типа «труба в трубе»:
1 – секция кристаллизатора, 2 – емкость хладагента, 3 – электродвигатель, 4 – редуктор,
5 – передача цепная, 6 – волнистый (линзовый) компенсатор
В кожухотрубчатом кристаллизаторе (рис. 77) по трубам также движется охлаждаемый раствор масла, а в межтрубное пространство подается испаряющийся хладагент с низкой температурой кипения (аммиак, пропан, этан).
Как правило, кристаллизаторы «труба в трубе» используют на первой ступени (в качестве регенеративных). В них за счет противоточного движения раствора и хладагента обеспечиваются более мягкие условия охлаждения, что очень важно на начальных стадиях кристаллизации. В кожухотрубчатых кристаллизаторах режим охлаждения более жесткий, поэтому их целесообразно использовать на заключительных стадиях процесса, когда допускаются большие скорости охлаждения.
Кристаллизатор типа «труба в трубе» в зависимости от поверхности охлаждения включает от 10 до 48 элементов «труба в трубе» (поверхность охлаждения от 70 до 340 м2). Элементы укреплены на металлоконструкции, состоящей из стоек с горизонтальными связями из швеллеров и уголков.
Элемент «труба в трубе» (рис. 76) состоит из наружной трубы 1 диаметром 219 х 8 мм и внутренней трубы 2 диаметром 168 х 10 мм. Общая длина элемента 13,8 м.
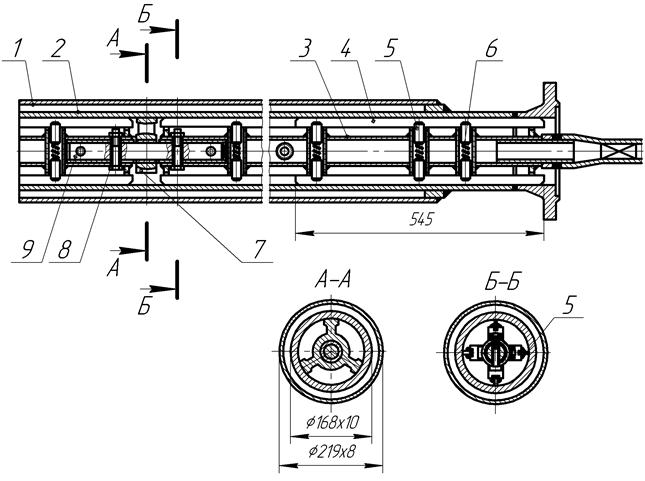
Рис. 76. Элемент секции кристаллизатора:
1 – труба наружная, 2 – корпус внутренней трубы, 3 – вал, 4 – скребок,
5 – «палец», 6 – пружина, 7 – подшипник скольжения, 8 – болт, 9 – стержень
Во внутренней трубе для удаления оседающего на стенке парафина устанавливают полый вал 3 со скребками 4. Из-за значительной длины трубы вал выполняют из отдельных частей длиной по 2,7 м. Отдельное звено вала представляет собой трубу 3 с вваренными в нее цилиндрическими втулками для установки скребков 4. Звенья вала соединяют вставным стержнем 9 и болтами 8.
Скребки вставлены в пазы «пальцев» 5 и могут быть приварены к ним. «Пальцы» свободно входят в цилиндрические втулки вала и распираются пружинами 6. Это создает возможность перемещения скребка в радиальном направлении. Длина скребка от 545 до 600 мм. Скребки на валу располагаются попарно под углом 90º относительно друг друга. Каждый скребок имеет три подпружиненных опоры, а каждое скребковое устройство 24 пары скребков.
Вал устанавливают внутри трубы в подшипниках скольжения 7. Передние концы валов, выходящие через двойники, уплотняются сальниковыми устройствами. Разность тепловых расширений внутренних и наружных труб воспринимается волнистыми (линзовыми) компенсаторами. Привод валов осуществляется от мотор-редуктора через ведущую звездочку. Ведомые звездочки крепятся на приводных валах скребковых устройств. Для передачи крутящего момента используются двухрядная цепь. Передача крутящего момента от ведомой звездочки к скребковому устройству каждой секции осуществляется через два болта М12, соединенных со ступицей вала. Общая длина 13125 мм, частота вращения 25 – 32 об/мин.
Наружные трубы также соединены при помощи штампованных переходников в общий змеевик. Материал труб 09Г2С. Масса кристаллизаторов составляет 18,1÷24,6 т.
Вне корпуса аппарата в каком-либо звене привода (шестерне, муфте) предусматривают предохранительный штифт, который срезается при чрезмерных усилиях, возникающих при заедании или других неполадках в скребковом устройстве. В результате отключается скребковое устройство одной трубы, а остальные продолжают работать.
Кожухотрубчатый кристаллизатор с поверхностью охлаждения 90 м2 (рис.77) состоит из двух рядов горизонтальных кожухотрубчатых секций, над которым расположен аккумулятор испаряющегося хладагента (аммиака или пропана) 2.
В каждом ряду размещены одна над другой две секции 2, соединенные переточными устройствами. В каждой секции установлено семь труб диаметром 168 х 8 мм со встроенными скребковыми устройствами. Шесть труб размещены по окружности диаметром 580 мм и одна в центре кожуха диаметром 800 мм. Все трубы закрепляются в трубных решетках. Трубы соединены между собой передними и задними переходника- ми на фланцевых соединениях, образуя непрерывный змеевик. Материал кожуха и труб 09Г2С. Масса аппаратов достигает 21,2 – 21,7 т.
Каждая секция имеет автономный привод от мотор-редуктора (рис. 78).
Скребковое устройство получает вращение через шестеренчатую передачу, уплотнение валов осуществляется с помощью сальниковых уплотнений.
 |
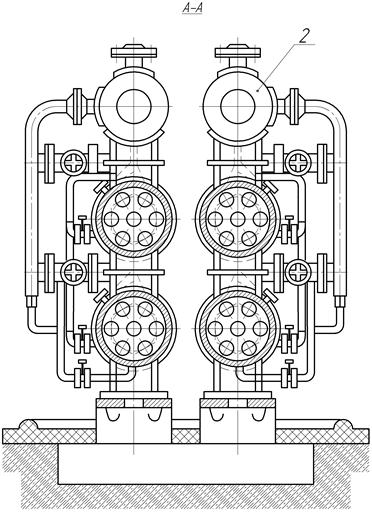 |
Рис. 77. Кристаллизатор кожухотрубчатый:
1 – секция кристаллизатора, 2 – емкость испаряющегося хладагента,
3 – мотор-редуктор
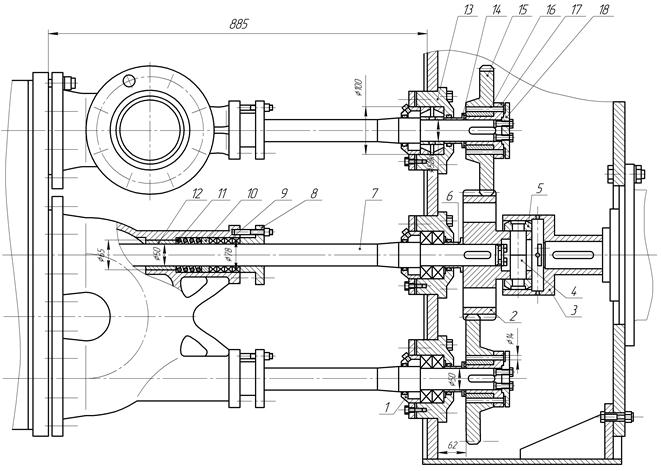
Рис. 78. Узел привода кожухотрубчатого кристаллизатора:
1 – крышка, 2 – шестерня, 3 – муфта привода, 4 – палец, 5 – сухарь,
6 – втулка распорная, 7 – вал, 8 – крышка сальника, 9 – кольцо сальника,
10 – кольцо, 11 – пружина, 12 – втулка, 13 – корпус подшипника, 14 – шайба,
15 – колесо зубчатое, 16 – штифт, 17 – ступица, 18 – планка стопорная
Барабанные вакуум-фильтры. В эксплуатации находятся фильтры различной конструкции с поверхностью фильтрования 50 – 80 м2, диаметром барабана 3000 – 3450 мм, длиной барабана 5300 – 10100 мм и регулируемой частотой вращения (0,3 – 1,3 об/мин). Схема одного из таких барабанных вакуум-фильтров приведена на рис. 79.
Фильтрующая поверхность размещена на горизонтальном барабане 3, который медленно вращается на двух цапфах от привода 1. На боковой поверхности барабана крепится металлическая сетка и фильтровальная ткань 4, обмотанная проволокой в на- правлении по спирали.
Изнутри по образующим фильтрующая поверхность разделена продольными перегородками на отдельные секции в количестве от 12 до 32 штук. Каждая из секций соединена отводными трубками 5 с вращающимся диском 7, укрепленным на цапфе. Чис-
ло отверстий в диске равно числу секций барабана. К диску прижата пружинами непод-
Рис. 79. Барабанный вакуум-фильтр с наружной
фильтрующей поверхностью:
1 – привод, 2 – корпус, 3 – барабан, 4 – фильтровальная ткань,
5 – отводные трубки, 6 – коллектор для подачи промывной жидкости,
7 – вращающийся диск, 8 – сменный диск распределительной головки.
I – суспензия, II – осадок, III – газ для отдувки осадка,
IV – инертный газ, V – промывной фильтрат, VI – фильтрат
вижная распределительная головка со сменным диском 8.
Распределительная головка разделена на три камеры, соответствующие основным стадиям процесса: фильтрованию, промывке и продувке. Каждая камера имеет штуцер и через щель в сменном диске 8 распределительной головки сообщается с соответствующим участком фильтрующей поверхности. Нижняя часть барабана погружена в суспензию, которая постоянно подается в корыто фильтра.
Над барабаном установлен коллектор 6 для подачи промывной жидкости. Сбоку
размещен нож для срезания осадка с поверхности фильтра и шнек для удаления осадка из фильтра.
Отличительной особенностью барабанных вакуум-фильтров, используемых для депарафинизации, является полная герметизация кожуха, а также отсутствие в корыте качающейся мешалки для перемешивания суспензии. Внутри кожуха для исключения возможности проникновения воздуха поддерживается небольшое избыточное давление, создаваемое инертным газом (азотом). Выгрузка осадка из фильтра осуществляется при помощи специального шнека.
На рис. 80 представлен сборочный чертеж барабана.
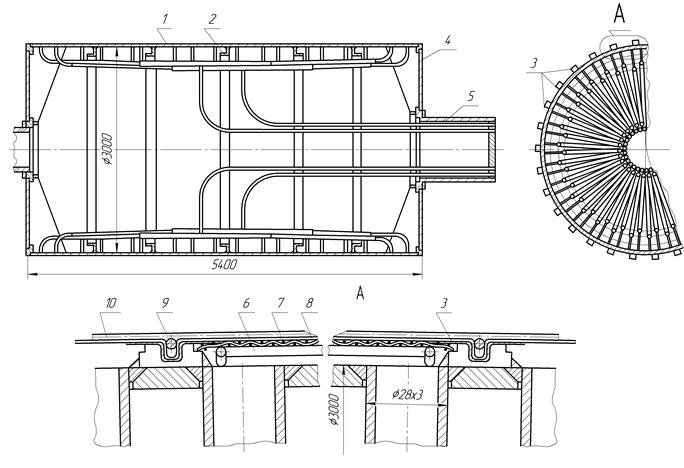
Рис. 80. Барабан вакуум-фильтра:
1 – обечайка, 2 – кольца жесткости, 3 – ребра, 4 – стенки боковые,
5 – цапфы, 6 – сетка крупная, 7 – сетка мелкая, 8 – ткань фильтровальная,
9 – прутки, 10 – проволока
Он представляет собой горизонтальную цилиндрическую обечайку 1 наружным диаметром 3000 мм. Внутри обе чайка укреплена кольцами жесткости 2, снаружи по образующей по всей длине барабана приварены ребра 3 с пазами в виде ласточкина хвоста, которые служат для закрепления фильтрующей ткани. С торцов барабан закрыт стенками 4, к которым приварены удлиненные цапфы 5. Стенки укреплены радиальными ребрами жесткости.
На поверхности барабана уложена сетка 6 из легированной стальной проволоки диаметром 4 мм; размер ячеек 80Х80 мм. Сетка образует полости для сбора фильтрата. Поверх сетки 6 размещена мелкая сетка 7 из фосфористо-бронзовой проволоки диаметром 0,9 мм с мелкой ячейкой, служащая для поддержания фильтровальной ткани. На эту сетку уложена фильтровальная ткань 8, заклиненная в пазах ребер прутками 9. Сверху ткань прижата спирально навиваемой на барабан проволокой 10 диаметром 2 мм. Для
навивки проволоки служит специальное приспособление, состоящее из ходового винта,
установленного вдоль барабана и перемещающейся по нему каретки.
Внутри барабана расположена система распределительных труб, связывающих поверхность обечайки барабана с вращающимся диском, который приварен к торцу правой цапфы. Барабан опирается двумя цапфами на подшипники скольжения, установленные вне корпуса фильтра.
В местах выхода цапф из корпуса предусмотрены сальниковые уплотнения. Левая цапфа оканчивается червячным колесом привода барабана. На правой цапфе установлена распределительная головка барабана (рис. 81). В верхней части корпуса над барабаном расположен ряд труб, по которым подается растворитель для промывки осадка. По образующей барабана установлен нож для съема осадка, который затем попадает в шнек и выводится через штуцер.
Часть нижней поверхности барабана погружена в суспензию. При помощи распределительной головки фильтра с поверхности барабана отводят фильтрат и растворитель (промывочную жидкость) и подводят инертный газ для отдувки осадка.
Распределительная головка представляет собой неподвижную коробку, прижатую своей торцовой поверхностью к вращающемуся диску правой цапфы 2, от которой отходят распределительные трубы 1. Для герметичности между головкой и вращающейся цапфой установлен сальник 4. Прижатие головки регулируют тремя пружинами 3.
Рабочая полость головки, выполненная в виде кольца, разделена мостиками 5 на
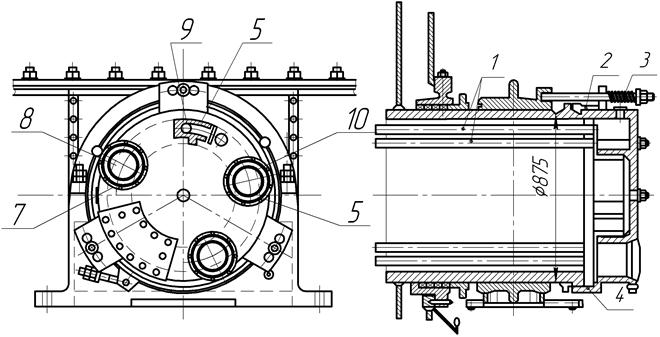
Рис. 81. Распределительная головка вакуум-фильтра:
1 – трубы распределительные, 2 – диск вращающийся, 3 – пружины прижимные,
4 – сальник, 5 – мостик, 6 – штуцер для вывода фильтрата, 7 и 9 – трубки подачи
инертного газа, 8 – штуцер для вывода инертного газа,
10 – штуцер для вывода растворителя с остатками фильтрата
четыре части, соответствующие рабочим зонам барабана. От распределительной головки из соответствующих частей выводятся: фильтрат через штуцер 6 в зоне фильтрования; растворитель (промывочный) с остатками фильтрата через штуцер 10 в зоне промывки, инертный газ с остатками растворителя через штуцер 8 в зоне просушки. По трубам 9 и 7 подается инертный газ для продувки фильтровальной ткани и отдувки осадка при его съеме.
Корпус фильтра работает с небольшим избыточным внутренним давлением инертного газа (около 0,01 МПа), что предотвращает возможность попадания в него воздуха с образованием взрывоопасной среды. Нож и проволока, прижимающая ткань, изготовлены из специального металла, не вызывающего искрообразования.
Барабан фильтра приводится во вращение при помощи электродвигателя во взрывобезопасном исполнении через бесступенчатый вариатор.
Шнек, удаляющий парафин, имеет отдельный привод от электродвигателя через зубчатые передачи.
ЛИТЕРАТУРА
1. Поникаров И.И., Гайнуллин М.Г. Машины и аппараты химических производств и нефтегазопереработки. – М.: Альфа-М., 2006. – 608 с.
2. Скобло А.И., Молоканов Ю.К., Владимиров А.И., Щелкунов В.А. Процессы и аппараты нефтегазопереработки и нефтехимии: Учебник для вузов. – 3-е изд., перераб. и доп. – М.: «Недра-Бизнесцентр», 2000. – 677 с.
3. Тимонин А.С. Основы конструирования и расчета химико-технологического и природоохранного оборудования. Справочник. Калуга.: 2002. - Т. 1 – 3.
4. Эрих В.Н., Расина М.Г, Рудин М.Г. Химия и технология нефти и газа: Учеб. для техникумов. 3- изд., перераб. – Л.: Химия, 1985. – 408 с.
5. Справочник нефтепереработчика: Справочник / Под ред. Г.А. Ластовкина, Е.Д. Радченко и М.Г. Рудина. – Химия, 1986. – 648 с.
6. Вихман Г.Л., Круглов С.А. Основы конструирования аппаратов и машин нефтеперерабатывающих заводов: Учебник для вузов. – 2-е изд. перераб. и доп. – М.: Машиностроение, 1978. – 328 с.
7. Фарамазов С.А. Оборудование нефтеперерабатывающих заводов и его эксплуатация. – М.: Химия, 1978. – 205 с.
8. Ентус Н.Р., Шарихин В.В. Трубчатые печи в нефтеперерабатывающей и нефтехимической промышленности. – Химия, 1987. 304 с.
9. Электродегидраторы. Трехфазные сепараторы. Электроразделители. Каталог ВНИИнефтемаш. – М.: ЦИНТИхимнефтемаш, 1992. – 7 с.
10. Трубчатые печи. Каталог АООТ «ВНИИнефтемаш». – М.: Изд. ЦИНТИхимнефтемаш, 1998. – 27 с.
11. Гладких В.Л. Процессы и аппараты нефтегазопереработки. Учебное пособие. Изд. учебного центра ООО «ЛУКойл-Пермнефтеоргсинтез». – Пермь, 2003. – 79 с.
12. Пережогин В.В., Пресняков А.Ю. Основы процесса депарафинизации. Методическое пособие. Изд. отдела подготовки кадров ООО «ЛУКойл-Пермнефтеорг-синтез». – Пермь, 2005. – 81 с.








