 2014-01-25
2014-01-25 976
976При прессовании опоки с моделью (рис. 5) жесткой плоской колодкой возникает сильное перенапряжение, и переуплотнение объема смеси A над моделью и недостаточность сжимающих напряжений и, соответственно, недостаточное уплотнение смеси в объемах B и, особенно в объемах C вокруг модели. Причиной этого являются геометрические соотношения деформаций и высот участков смеси A и (B + C). Абсолютные деформации объемов смеси A и (B + C) одинаковы и равны перемещению прессовой плиты. Относительные же деформации (отношение абсолютной деформации к высоте деформируемого столба) для объема A больше, чем для объема (B + C). Это приводит к развитию в объеме A более высоких сжимающих напряжений.
Вследствие текучести формовочной смеси во время прессования происходит некоторое выравнивание напряжений и уплотнения в этих объемах. Сначала в состояние предельного равновесия приходит объем A, и смесь из него частично перетекает вбок, в объемы B, уплотняя их дополнительно к сжатию, происходящему непосредственно от передвижения прессовой колодки. При продолжающемся сжатии смесь в объемах B также приходит в состояние предельного равновесия и начинает перетекать в объемы C, которые таким образом получают некоторое дополнительное уплотнение к тому, которое в них создается непосредственно от передвижения прессовой колодки.
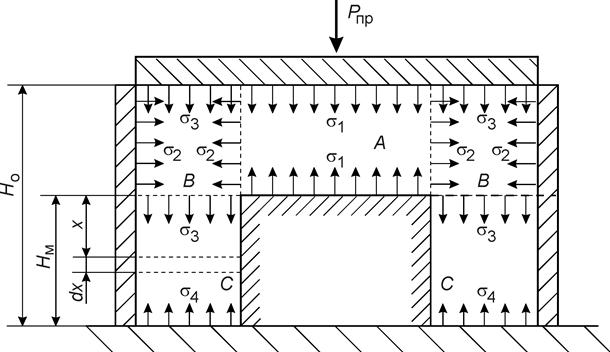 Рис. 5. Схема напряженного состояния смеси в опоке с моделью при прессовании
Рис. 5. Схема напряженного состояния смеси в опоке с моделью при прессовании
|
Пользуясь этой концепцией последовательного перетекания смеси в прессуемой форме и соотношениями между главными напряжениями для состояния предельного равновесия связного сыпучего тела, можно, с учетом трения смеси о стенки опоки и модели, рассчитать необходимую силу прессования на колодке. Необходимо лишь задаться технологически необходимым напряжением в самом слабом месте формы, на уровне модельной плиты.
Пусть это минимальное технологически необходимое прессующее напряжение на плоскости модельной плиты будет s4. Тогда, чтобы перейти от него к напряжению s3 на уровне верхней кромки модели в объемах C, необходимо учесть потери силы прессования на трение смеси о стенки опоки и модели под действием бокового давления.
Учет этого трения и уравнение сил для слоя dx в этом объеме будут аналогичны схеме рис. 1, и решение будет аналогичным решению (2), из которого следует
 , ,
| (13) |
где x – коэффициент бокового давления;
f – коэффициент внешнего трения смеси о стенки опоки и модели;
U – периметр трения для рассматриваемой части смеси;
U = 2 (A м + B м);
F – площадь объемов С в плане, равная разности между площадью опоки и площадью модели F = F o – F m = А о В о – A м B м;
H м – высота модели;
А о, B о, А м, B м – размеры опоки и модели в плане.
(В приведенных здесь рассуждениях предполагается, что опока и модель имеют в плане форму прямоугольника).
Переходя далее от напряжения s3 последовательно к напряжениям s2 и s1, на основании соотношения между главными напряжениями для состояния предельного равновесия получим искомую силу прессования, которую надо приложить к прессовой колодке:
 , ,
| (14) |
где H o – высота опоки.
В этом выражении третье слагаемое учитывает трение смеси в объемах B о стенки опоки. Подставив сюда полученное выше выражение для s3 и, выражая s2 и s1 также через s4, получим следующее развернутое выражение для силы прессования:
| (15) |
Данный расчет годен только для определения Р пр при прессовании форм с простыми моделями. К тому же, он не учитывает торцовое трение формовочной смеси о прессовую колодку, верхнюю плоскость модели и модельную плиту.
Более сложный аналитический метод расчета напряженного состояния литейной формы при прессовании, разработанный Г. М. Орловым, дает возможность получить поле главных напряжений в прессуемой форме. Этот метод может быть рекомендован для более глубоких исследований и имеет большое значение для развития науки о рабочих процессах формовочных машин.
На основании изложенного представления о последовательном перетекании смеси A ® B ® C при прессовании следует применять для уменьшения разницы в степени уплотнения смеси над моделью и вокруг модели при прессовании жесткой плоской прессовой колодкой особые более текучие формовочные смеси, что частично и делается на практике. Используют, например, смеси с текучестью около 87% при давлении прессования 2,0 МПа, в то время как обычные смеси имеют текучесть всего 45%.
Переуплотнение формовочной смеси над моделью и недостаточное уплотнение ее вокруг модели является основным недостатком метода уплотнения литейных форм прессованием. Этот недостаток особенно сказывается при низком давлении прессования. Метод применяют для формовки сравнительно низких моделей, формуемых в низких опоках (H 0 = 200¸250 мм).
По сравнению с этим основным недостатком прессования неравномерность уплотнения смеси по высоте формы менее выражена, поэтому имеет не столь существенное значение.








