 2014-01-25
2014-01-25 731
731Кинематическая схема.
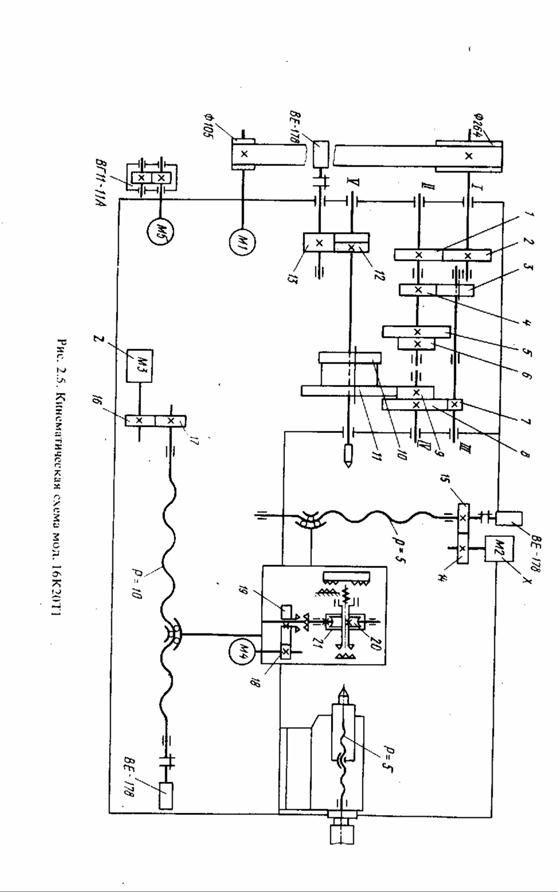
На представленном рисунке приведена схема токарно-винторезного станка с ЧПУ модификации 16К20Т1.
В качестве привода главного движения и приводов подач используют регулируемый электродвигатель постоянного тока либо частотно-регулируемый асинхронный.
От двигателя М1 посредством поликлиновой ременной передачи вращение передается на вал I шпиндельной бабки, а затем на зубчатые колеса 1и 2 – на вал II. Далее обеспечивается три диапазона частоты вращения шпинделя (22,4 – 315; 63 – 90; 160 –2240 об/мин). В пределах каждого диапазона частота вращения регулируется бесступенчато путем изменения частоты вращения электродвигателя М1.
Для получения первого диапазона частот вращения движения от вала II (через зубчатые колеса 4 и 3) передается на вал III, затем (через зубчатые колеса 7 и 8) – на вал IV и далее (через зубчатые колеса 9 и 11) – на вал V (шпиндель).
Для получения второго диапазона колесо 11 вводится в зацепление с колесом 6, а колесо 3 выводится из зацепления с колесом 4.
Для получения третьего диапазона 10 вводится в зацепление с колесом 5, а колесо 3 (как и в предыдущем случае) выводится из зацепления с колесом 4. Зубчатые колеса служат для вращения датчика ВЕ-178 резьбонарезания.
Зубчатое колесо 12 – разрезное и служит для выборки зазора в хацеплении в целях предотвращения рассогласования положения шпинделя датчика.
В качестве приводов подач применяют электродвигатели М2 (поперечное перемещение Х) и М3 (продольное перемещение Z). От двигателя М2 вращение (через зубчатые колеса 14 и 15) передается на поперечный шариковый винт. От двигателя М3 вращение (через зубчатые колеса 16 и 17) передается на продольный шариковый винт. Обратная связь осуществляется фотоимпульсными датчиками ВЕ-178.
Кроме того на станок устанавливается револьверная головка вращение которой осуществляется при помощи электродвигателя М4. электродвигатель М5 приводит во вращение шестеренный насос ВГ11-11А, осуществляющий централизованное смазывание станка.
Приспособления и вспомогательный инструмент токарных станков предназначены для установки и крепления заготовок и инструмента.
Наиболее применяемы токарные патроны различных исполнений, центры, оправки, люнеты, планшайбы, переходные втулки и хомутики.
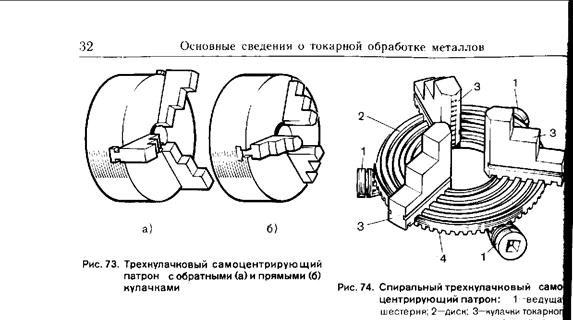
Токарные патроны предназначены для крепления в них заготовок или инструмента. Самоцентрирующие трехкулачковые патроны предназначены для установки и крепления симметричных заготовок. Для перемещения кулачков в патроне служит диск с одной стороны которого имеется спиральная канавка, а с другой зубчатый обод. Диск приводится во вращение одной из трех ведущих шестерен. Вращаемый диск приводит в движение зажимные кулачки.
Кроме того, существуют четырехкулачковые патроны с независимым перемещением кулачков, патроны с эксцентриковым зажимом кулачков, цанговые патроны, поводковые патроны
Центры. Токарные центры используют для крепления заготовок на станке. Центр имеет рабочую часть 1, на которую крепят заготовку и хвостовик 2 исполняемый в виде конуса Морзе.
Для крепления заготовок типа втулка применяют различные виды оправок.
Длинные и тонкие заготовки, длина которых превышает диаметр в 10 – 15 раз при обработке прогибаются. В результате деталь получается неправильной формы. Во избежание прогиба применяю подвижные и неподвижные люнеты. Неподвижные люнеты закрепляют на направляющих станины. Подвижные устанавливают на каретке суппорта и перемещают вместе с кареткой.
Переходные втулки. Для закрепления инструмента в пиноли задней бабки применяют переходные конические втулки.








