 2014-01-31
2014-01-31 845
845Виды обработки.
| Ra | Класс | |||||
| Наружный цилиндр | Обтачивание | Предварительное | 50 – 6,3 | 1 - 4 | ||
| Чистовое | 12,5 – 0,8 | 3 - 7 | ||||
| Тонкое | 0,8 – 0,2 | 7- 10 | ||||
| Шлифование | Предварительное | 1,6 – 0,8 | 6 – 7 | |||
| Чистовое | 0,4 – 0,2 | 8 – 9 | ||||
| Тонкое | 0,2 – 0,1 | 9 – 10 | ||||
| Притирка | Грубая | 0,4 – 0,2 | 8 – 9 | |||
| Средняя | 0,2 – 0,1 | 9 – 10 | ||||
| Тонкая | 0,1 – 0,05 | 10 – 13 | ||||
| Обкатывание роликом | 0,2 – 0,05 | 9 - 11 | ||||
| Внутренний цилиндр | Суперфиниши-рование | 0,1 – 0,012 | 10 – 13 | |||
| Растачивание | Предварительное | 50 – 6,3 | 1 – 4 | |||
| Чистовое | 12,5 – 0,8 | 4 – 7 | ||||
| Тонкое | 0,8 – 0,2 | 7 – 9 | ||||
| Сверление | 12,5 – 3,2 | 3 – 5 | ||||
| Зенкерование | Черновое | 12,5 – 3,2 | 3 – 5 | |||
| Чистовое | 6,3 – 0,8 | 4 – 7 | ||||
| Развертывание | Нормальное | 0,8 – 0,4 | 7 – 8 | |||
| Точное | 0,4 – 0,2 | 8 – 9 | ||||
| Тонкое | 0,2 – 0,1 | 9 – 10 | ||||
| Протягивание внутреннее | Предварительное | 0,8 – 0,4 | 7 – 8 | |||
| Плоскости | Строгание | Предварительное | 50 – 6,3 | 1 – 4 | ||
| Чистовое | 12,5 – 0,8 | 3 – 7 | ||||
| Тонкое | 0,8 – 0,4 | 7 – 8 | ||||
| Цилиндрическое фрезерование | Предварительное | 25 – 3,2 | 2 – 5 | |||
| Чистовое | 3,2 – 0,8 | 5 - 7 | ||||
| Тонкое | 1,6 – 0,4 | 6 – 8 | ||||
| Торцевое фрезерование | Предварительное | 25 – 3,2 | 2 – 5 | |||
| Чистовое | 3,2 – 0,8 | 5 –7 | ||||
| Тонкое | 1,6 – 0,4 | 6 –8 | ||||
Выбор параметров шероховатости должен проводиться с учетом эксплуатационных свойств поверхности. Предпочтительно использовать Ra; для прецезионных трущихся поверхностей: Ra, Rmax, tp.
Rz или Rmax – используют в тех случаях, когда нужно ограничить полную высоту профиля (под уплотнения), также когда прямой контроль Ra с помощью профилометра или образцов шероховатости не представляется возможным (малые размеры, сложная конфигурация).
Rz, Sm, S – существенно влияют на виброустойчивость.
Износостойкость, контактная жесткость, прочность прессовых посадок и т.п. связаны с фактической площадью контакта tp.
При выборе tp следует учитывать, что при возрастании tp сильно увеличивается трудоемкость.
Нормирование Ra по уровням относительной геометрической точности:
Нормальная точность А Ra = 0,05 T Rz = 0,2 T
Повышенная точность В Ra = 0,025 T Rz = 0,1 T – (детали приборов)
Высокая точность С Ra = 0,01 T Rz = 0,05 T – (детали гидравлики, пневматики; калибры, поверхности, контактирующие с манжетными уплотнителями).
После расчета выбирают ближайшее стандартное значение, соответствующее началу класса или дополнительному рекомендуемому значению.
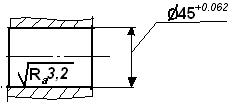
Пример:

Т =0,062
По А: Ra ≤ 0,05; T = 0,05* 0,062 =0,0031 мм или 3,1 мкм.
Соответственно 
Для деталей гидравлики шероховатость поверхностей, контактирующих с рабочей жидкостью, должна быть не хуже 5 класса.
Если в технических требованиях не задано направление шероховатости, то измерения производят в направлении наиболее грубой шероховатости.
При обработке резанием этому условию соответствует направление измерения, перпендикулярное главному движению (поперечная шероховатость).








